Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.

Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.

Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.

При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.



Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручнуюНарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.

Детали, имеющие некое подобие резьбы, известны ещё со времён древнегреческого философа и математика Архимеда (Ἀρχιμήδης - с древнегреческого "главный советник") , жившего в г.Сиракузы на греческом тогда острове Сицилия. Очень редкие, единичные болты, похожие на современные, встречаются в конструкции дверных петель в домах относимых современной официальной историей к Древнему Риму. Это, вроде бы, понятно, говорят современные историки и археологи-реконструкторы: выковать или нанести другим способом вручную винтовую резьбу на деталь крайне сложно и неоправданно трудоёмко - практичнее использовать заклёпки или склейку/сварку/пайку. Собственно, болты и винты с резьбой, идентичные современным, встречаются в старинных механических часах сложной и изящной конструкции и в печатных станках происхождение которых доподлинно неизвестно, но датируемых официальными научными работниками ХV веком, что сомнительно, так как в часах много очень мелких винтов изготовить которые вручную практически невозможно, а первый резьбонарезной станок, по версии тех же официальных историков, изобретен французским умельцем Жаком Бессоном около 100 лет спустя - в 1568 году. Станок приводился в действие ножной педалью. На обрабатываемую заготовку нарезалась резьба с помощью резца, перемещающегося ходовым винтом. В станке была заложена координация поступательного движения резца и вращения заготовки, что достигались с помощью системы шкивов. Только с его появлением стало удобно и возможно широко применять разъёмные соединения "Болт+Гайка", удобство которых заключается в многократной сборке-разборке без потери функциональных качеств.
С конца XVIII века (как было ещё ранее - непонятно) резьбы больших размеров на детали наносились горячей ковкой: по горячей заготовке болта кузнецы ударяли специальным профильным ковочным штампом, молотом или другим формообразующим специальным инструментом. Нарезка более мелких резьб производилась на примитивных токарных станках. Режущие инструменты при этом мастеру приходилось удерживать вручную, поэтому получить одинаковую резьбу постоянного профиля не удавалось. Вследствие этого, болт с гайкой изготавливались парно, и к другому болту данная гайка не подошла бы ― такие резьбовые соединения хранились в свинченном состоянии вплоть до момента их применения.
Настоящий прорыв в изготовлении и применении резьбовых крепёжных деталей связан с Индустриальной революцией, начавшейся в той же последней трети XVIII века в Великобритании. Характерной чертой Индустриальной революции является стремительный рост производительных сил на базе крупной машинной индустрии. Большое количество машин требовало огромного количества крепежа для их производства. Многие известные технические изобретения того времени основаны на применении резьбовых крепежных элементов. Среди них изобретенная Джеймсом Харгривсом прядильная машина периодического прядения и хлопкоочистительная машина Эли Уитни. Также огромными потребителями резьбового крепежа стали растущие с невероятной скоростью железные дороги.
Так как первоначально широкое развитие и распространение резьбовые детали получили в Великой Британии, то и размерность параметров резьбы инженерам-изобретателям всего мира пришлось использовать английскую, довольно странную, и, похоже, что заимствованную у каких-то более ранних инженеров, существование которых очевидно (великолепные соборы стоят и сегодня), но держится в секрете. Называют систему антропомерной: мерилом в ней выступает человек, его ноги, руки, - что кажется нелепым: ведь все люди разные - как применять такую систему при отсутствии налаженного производства мерительного инструмента? Похоже, что авторы объяснения смысла английской системы мер попытались привязать к объяснению знаменитое изречение: "Человек есть мера всего" - одну из надписей на фасаде при входе в храм Аполлона в Дельфах.
Североамериканские Соединённые Государства до конца XVIII века находились в колониальном владении Великой Британии и, поэтому, тоже использовали английскую систему мер.
Базовой единицей английской системы мер является ДЮЙМ . Официальная версия происхождения данной единицы измерения и её названия утверждает, что дюйм (от голландского слова duim - большой палец) - ширина большого пальца взрослого мужчины - опять же, смешно: пальцы у всех разные, а имя и фамилия эталонного мужика не сообщается.

(официальная иллюстрация - должна быть рука, мягко говоря, немаленького мужчины)
По другой версии дюйм происходит от римской единицы меры унция (uncia) , которая была одновременно единицей измерения длины, площади, объёма и веса. Это скорее не универсальная мера, а дробная пропорция каждой из единичных мер, как половина или четверть. В каждой из этих единичных мер унция составляла 1/12 часть большей единицы измерения: длины (1/12 фута), площади (1/12 югера), объёма (1/12 секстария), веса (1/12 либры). Унция дня - это час, а унция года - это месяц.

Получается, если дюйм - это 1/12 фута (в переводе с английского "ступни"), то, исходя из сегодняшнего значения дюйма, ступня должна быть около 30 см длиною, и тогда дюйм получится около 2,5 см. И снова: кем был тот эталонный мужик со "стандартной" ступнёй? История умалчивает.
В какой-то момент основным был признан английский дюйм . Так как многие страны мира были вынуждены в конце ХVIII - начале ХIХ века подчиняться англо-голландскому мировому управлению, то во многих странах были навязаны свои местные "Дюймы", каждый из которых немного отличался по размеру от английского (венский, баварский, прусский, курляндский, рижский, французский и др.). Однако наиболее распространённым всегда являлся английский дюйм , который со временем практически вытеснил все прочие из обихода. Для его обозначения используется двойной (иногда встречается и одинарный) штрих, как в обозначении угловых секунд (″ ), без пробела за числовым значением, например: 2″ (2 дюйма).
На сегодняшний день 1 английский дюйм (далее просто дюйм ) = 25,4 мм .
Критическая проблема, которую не удавалось решить в крепеже вплоть до начала XIX века, ― это отсутствие единообразия среди резьб, нарезаемых на болтах и гайках в разных странах и даже на разных заводах в пределах одной страны.
Вышеупомянутый американский изобретатель хлопкоочистительной машины Эли Уитни высказал еще одну важную идею ― о взаимозаменяемости частей в машинах. Жизненную необходимость воплощения этой идеи он продемонстрировал в 1801 году в Вашингтоне. Перед глазами присутствующих, среди которых находились президент Джон Адамc и вице-президент Томас Джефферсон, Уитни разложил на столе десять одинаковых кучек деталей мушкетов. В каждой кучке находилось по десять деталей. Взяв наугад по одной разной детали из каждой кучки, Уитни быстро собрал один готовый мушкет. Идея была настолько простой и удобной, что вскоре была заимствована многими инженерами и изобретателями во всем мире. На этой идее взаимозаменяемости Э.Уитни, собственно, и построены все действующие на сегодняшний день технические стандарты ГОСТ, ДСТУ, DIN, ISO и другие.
В то же время, в Англии (Великобритании), ведшей постоянное техническое и технологическое соперничество с Францией, как непосредственно, так и на территории своих колоний, давно вынашивалась идея всячески воспрепятствовать продвижению производственного развития и продвижению армии Франции в случае возможного нападения на Англию или английские колонии. Навязывание французам, и всем остальным недругам британской короны, какой-то другой (недюймовой) системы мер при изготовлении деталей машин и механизмов, а в том числе и крепежа, позволило бы Англии "вставить палки в колёса" всемирному распространению только что принятой системы дюймовой взаимозаменяемости и значительно сдержать техническое и технологическое развитие Франции и других своих мировых конкурентов; сделать невозможным ремонт и сборку английской техники и оружия с использованием французских или других неанглийских запчастей. Осуществление этого плана стало возможно после организации Великой Французской Революции под непосредственным руководством английской резидентуры во Франции. Одним из результатов Великой Французской Революции было скорое введение новой метрической системы мер, получившей широкое распространение в конце XVIII ― начале XIX века во Франции. В России метрическая система мер была введена усилиями Дмитрия Ивановича Менделеева, который заменил "Депо образцовых гирь и весов Российской Империи" на "Главную Палату Мер и Весов", удалив таким образом старорусские меры из всеобщего обращения. А получила широкое распространение метрическая система в России,- и можно считать это просто совпадением, ― как и во Франции, после Революции ― Октябрьской.
Основа метрической системы ― МЕТР (считается, что от греческого "мЭ тро"- мера). В чертежах, в документации и в обозначениях резьбовых изделий принято приводить все размеры в миллиметрах (мм).
Авторы новой системы мер условились, что 1 метр = 1000 мм .
Впоследствии, Наполеону, объединившему почти всю Европу, удалось распространить метрическую систему в подчинённых странах. Наполеон не захватывал Великобританию, и англичане продолжают использовать чуждую для остальных европейцев дюймовую систему мер, разделив таким образом сферы влияния и протектората в технико-технологическом укладе мирового сообщества. Такую же позицию занимают и американцы (тоже бывшие англичане). Сами американцы и англичане называют свою систему мер "Imperial" (имперская), а совсем не "дюймовая", как её называем мы. Вместе с американцами "имперскую" систему мер используют и другие "британские колониальные государства": Япония, Канада, Австралия, Новая Зеландия и др. Так что, Британская Империя исчезла только географически, и сегодня провинции Империи продолжают использовать "имперскую" систему мер, а криптоколонии Империи используют метрическую систему мер.
Метрическую систему мер создавали передовые умы того времени, собранные под флагом Великой Французской Революции (всем нам со школы известные учёные Французской академии Наук: Шарль Огюстен де Кулон, Жозеф Луи Лагранж, Пьер-Симон Лаплас, Гаспар Монж, Жан-Шарль де Борд и др.), поэтому всё в этой системе выстроили просто, логично, удобно и подчинённо целым круглым числам. Ну, разве что разбивка времени на секунды, минуты и часы,― досталась нам от древних шумеров с их шестидесятеричной системой счисления,― вносит некоторую нестройность в метрическую систему мер. Или, например, деление круга на 360 градусов. Отголоски шумерской системы счисления сохранились и в делении суток на 24 часа, года на 12 месяцев, и в существовании дюжины как меры количества, а также и в делении фута на 12 дюймов, так как и дюймовая система мер опиралась на гораздо более древнюю шумерскую.
 Как ни бился математик-инженер Жан-Шарль де Борд с другими академиками за логичную красоту чисел, чтобы в минуте было 100 секунд, в часе 100 минут, а в сутках 10 часов (даже удалось ввести в обращение новое времяисчисление), но, в итоге, так ничего из этого и не вышло. Удивительные часы с двухстандартным переходным циферблатом приведены на фото.
Как ни бился математик-инженер Жан-Шарль де Борд с другими академиками за логичную красоту чисел, чтобы в минуте было 100 секунд, в часе 100 минут, а в сутках 10 часов (даже удалось ввести в обращение новое времяисчисление), но, в итоге, так ничего из этого и не вышло. Удивительные часы с двухстандартным переходным циферблатом приведены на фото.
Вполне логичным представляется создание простейшего размерного ряда метрических резьб с шагом, скажем, 5 мм: ... М5; М10; М15; М20 ... М40 ... М50 ...и т.д. Но! Так как машины и механизмы, уже существовавшие на момент создания метрической системы мер, были привязаны своими габаритами и конфигурацией к дюймовым размерам, то это вызвало необходимость приспосабливаться к существующим присоединительным размерам и габаритам. Отсюда появляются, на первый взгляд, "странные" размеры резьбы: М12 (что, практически, 1/2"- полдюйма), М24 (заменяет резьбу 1"), М36 (это 1 1/2"- полтора дюйма) и т.д.
Международная классификация резьб
На сегодняшний день приняты следующие основные международные стандарты резьбы (перечень далеко не полный ― есть также большое количество неосновных и специальных стандартов резьбы, которые международно приняты к применению):

В настоящее время в зарубежной технике наибольшее распространение получил стандарт резьбы метрический ISO DIN 13:1988 (первая строка в таблице) ― этим стандартом пользуемся и мы (ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2018 на метрические резьбы являются его родными сыновьями). Однако, в мире используются и другие стандарты.
Причины, по которым международные стандарты резьбы отличаются между собой, уже описаны выше. Также можно добавить, что некоторые стандарты резьб являются специальными, и применение таких резьб ограничено областью применения деталей с этой резьбой (например, трубная резьба, придуманная английским инженером-изобретателем Уитвортом, BSP применяется только в деталях соединений трубопроводов).
Резьба метрическая цилиндрическая
Метрические резьбы, применяемые для крепёжных деталей бывают различные, но самые распространённые ― это резьбы метрические цилиндрические (т.е. деталь с резьбой имеет цилиндрическую форму и диаметр резьбы не изменяется по длине детали) с треугольным профилем с углом профиля 60 0

Далее речь пойдёт только о самой распространённой метрической резьбе ― цилиндрической. В метрической цилиндрической резьбе для обозначение размера резьбы свинчиваемых деталей берётся наружный диаметр резьбы болта. Измерить точно резьбу гайки при этом затруднительно. Для того, чтобы узнать диаметр резьбы гайки, необходимо измерить наружный диаметр соответствующего этой гайке болта (на который она навинчивается).

М ― наружный диаметр резьбы болта (гайки) ― обозначение размера резьбы
Н ― высота профиля метрической резьбы резьбы, Н=0,866025404×Р
Р ― шаг резьбы (расстояние между вершинами профиля резьбы)
d СР - средний диаметр резьбы
d ВН - внутренний диаметр резьбы гайки
d В - внутренний диаметр резьбы болта
Обозначается метрическая резьба латинской буквой М . Резьба может быть крупной, мелкой и особо мелкой. За нормальную принята крупная резьба:
- если шаг резьбы крупный, то размер шага не пишется: М2; М16 ― для гайки; М24х90; М90х850 ― для болта;
- если шаг резьбы мелкий, то размер шага пишется в обозначении через символ х : М8х1; М16х1,5 ― для гайки; М20х1,5х65; М42х2х330 ― для болта;
Резьба метрическая цилиндрическая может иметь правое и левое направление. Базовым считается правое направление: оно по умолчанию не обозначается. Если направление резьбы левое, то после обозначения ставится символ LH : М16LH; М22х1,5LH ― для гайки; М27х2LHх400; М36LHх220 ― для болта;
Точность и поле допуска метрической резьбы
Метрическая цилиндрическая резьба различается по точности изготовления и делится на классы точности. Классы точности и поля допусков метрической цилиндрической резьбы приведены в таблице:
| Класс точности | Поле допуска для резьбы | ||||||
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H | |||
Наиболее распространен класс точности средний с полями допуска резьбы: 6g ― для болта (винта, шпильки) и 6Н ― для гайки; такие допуски легко выдерживаются в производстве при изготовлении резьбы методом накатки на резьбонакатных станках. Обозначается через тире после размера резьбы: М8-6gx20; M20x1,5-6gx55 ― для болта; М10-6Н; М30х2LH-6Н ― для гайки.
Диаметры и шаги метрической резьбы
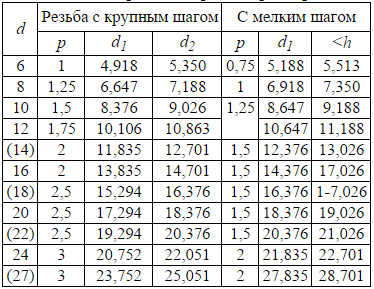
Все диаметры метрической резьбы поделены на три условных ряда по степени предпочтения и применяемости (см. таблицу далее): наиболее распространены резьбы из 1-го ряда, наименее рекомендуемые к использованию резьбы метрические из 3-го ряда (они имеют очень узкую область использования и редко встречаются в машиностроении). Таким образом, чтобы максимально избежать проблем с крепёжными резьбовыми комплектующими при сборке, эксплуатации и последующем ремонте, инженерам-конструкторам рекомендуется закладывать в конструкцию машин и механизмов резьбы из 1-го ряда. Также каждому диаметру метрической резьбы соответствует несколько шагов: крупный ― основной шаг для применения; мелкий ― дополнительный шаг для регулировочного и высокопрочного крепежа; особо мелкие ― наименее рекомендуемые к применению. В свою очередь, инструментальная промышленность выпускает в наибольшем количестве резьбонарезной инструмент для метрической резьбы из 1-го ряда с крупным шагом резьбы. А наиболее труднонаходимые, порой почти эксклюзивные и дорогие, резьбонарезающие инструменты для резьбы из 3-го ряда с мелким и особо мелким шагом.

Как определить шаг метрической резьбы
- самый простой способ ― измерить длину десяти витков и разделить на 10.

- можно воспользоваться специальным инструментом ― резьбомером метрическим.

В следующей таблице приведен перечень диаметров метрической резьбы и соответствующих каждому диаметру шагов резьбы.




Дюймовые резьбы
Как уже упоминалось ранее, родиной стандартизованной резьбы можно считать Великобританию с её английской системой мер. Самый выдающийся английский инженер-изобретатель, озаботившийся наведением порядка с резьбовыми деталями, это Джозеф Уитворт (Joseph Whitworth ), или Джозеф Витворт, так тоже правильно. Уитворт оказался талантливым и очень деятельным инженером; настолько активным и предприимчивым, что разработанный им в 1841 году первый резьбовой стандарт BSW был утверждён к всеобщему применению на государственном уровне в 1881 году. К этому моменту резьба BSW стала самой распространенной дюймовой резьбой не только в Великобритании, но и в Европе. Плодотворный Дж. Уитворт разработал ещё целый ряд других стандартов дюймовых резьб специального применения; некоторые из них широко применяются и по сей день.
Поначалу резьба BSW нашла применение и в Соединённых Штатах Америки. Однако интенсивная индустриализация в США требовала много резьбового крепежа, а резьба Уитворта была технически сложной при массовом производстве, как и металлорежущие инструменты для неё. В 1864 году американский промышленник-производитель металлорежущего инструмента и крепежа Уильям Селлерс предложил упростить резьбу BSW путём изменения угла и формы профиля резьбы, что приводило к удешевлению и упрощению производства резьбового крепежа. Институт Франклина принял систему У. Селлерса и рекомендовал её в качестве государственного стандарта. К концу ХIX века американская дюймовая резьба распространилась и в Европе, и даже частично вытеснила английскую, благодаря более низкой себестоимости производства крепежа. Несовместимость резьб Уитворта и Селлерса стала причиной многих технических осложнений в начале ХХ века. В результате, в 1948 году приняли и утвердили международную Унифицированную систему дюймовых резьб, которая включала элементы как резьбы Уитворта, так и резьбы Селлерса ― самые основные дюймовые резьбы этой системы UNC и UNF актуальны и сейчас.
Как разобраться с дюймовыми резьбами
Для человека, воспитанного в метрической системе мер, проще всего разобраться с дюймовыми резьбами, измерив штангенциркулем в миллиметрах наружный диаметр резьбы, внутренний диаметр и шаг резьбы (измеряется в числе витков на дюйм). Измерять необходимо с точностью до десятых и сотых долей миллиметра. Затем необходимо по справочным таблицам дюймовых резьб (основные приводятся далее) подобрать совпадение полученной комбинации. Таким способом, при наличии справочных таблиц и штангенциркуля, можно легко разобраться с идентификацией того или иного дюймового крепежа, как гаек, так и болтов, винтов.
Как определить шаг дюймовой резьбы
Как мы уже знаем, 1 дюйм достаточно неудобная и сравнительно большая величина. Поэтому сэру Джозефу Уитворту показалось затруднительным точно измерить в долях дюйма расстояние между вершинами профиля резьбы (как мы это делаем с метрической резьбой), и, он решил, что самым простым и достаточно точным параметром шага резьбы будет не расстояние между вершинами профиля, а количество витков резьбы, которое помещается в 1 дюйм длины резьбы ― витки можно посчитать даже визуально.

Так по сей день и определяют шаг любой дюймовой резьбы ― в количестве витков на дюйм.
- Значит, первый способ ― приложить к резьбе дюймовую линейку (подойдёт и обычная метрическая с отметкой на 25,4 мм) и посчитать количество витков, которое помещается в 1 дюйм (25,4 мм). На примере показана дюймовая резьба с шагом 18 витков на дюйм.

- второй способ ― можно воспользоваться специальным инструментом ― резьбомером для дюймовой резьбы (правда, необходимо знать какую дюймовую резьбу Вы собираетесь измерить, так как английская и американская дюймовые резьбы отличаются по углу профиля резьбы: 55° и 60°)


Дюймовая английская цилиндрическая резьба Уитворта BSW (British Standard Whitworth)

Это цилиндрическая дюймовая резьба с крупным шагом, предусмотренная Дж. Уитвортом для общего применения. Идея Дж. Уитворта состояла в том, что он предлагал раз и навсегда закрепить для болтов и винтов одного типа и размера строго определённые параметры резьбы: профиль, шаг и высота профиля резьбы. Основываясь на собственном опыте и умозаключениях, Дж. Уитворт настаивал, чтобы угол профиля резьбы (угол между сторонами соседних витков) был равен 55°. Вершины витков резьбы и основания впадин резьбы должны быть закруглены на 1/6 высоты исходного профиля ― таким образом Уитворт хотел достичь плотности (герметичности) резьбы и повысить её прочность, увеличив площадь контакта болта и гайки. Шаг резьбы должен определяться числом витков резьбы на один дюйм длины резьбы; при этом число витков резьбы на 1 дюйм не должно быть постоянным для всех диаметров резьбы, а должно зависеть от диаметра резьбы болта или винта: чем меньше диаметр, тем больше витков резьбы на дюйм, чем больше диаметр резьбы, тем, соответственно, меньше число витков на дюйм длины резьбы.
W , после которой ставится размер наружного диаметра болта, измеренный в дюймах:
- обозначение гайки: W 1/4” (гайка с дюймовой резьбой Уитворта одна четвёртая дюйма);
- обозначение болта (винта): W 3/4” х1 1/2” (болт с дюймовой резьбой Уитворта три четвёртых дюйма длиною полтора (один и одна вторая) дюйма).
BSW "Диаметр сверления, мм"

Несмотря на то, что все провинции Британской Империи уже давно пользуются унифицированной дюймовой резьбой UNC, заменившей BSW, в метрополии англичане и по сей день не отказались от устаревшей резьбы Уитворта.
Дюймовая английская цилиндрическая мелкая резьба Уитворта BSF (British Standard Whitworth Fine Thread)

Дюймовая цилиндрическая мелкая резьба BSF была очень распространена до 50-х годов ХХ века, наряду с резьбой BSW . Применялась для изготовления точного и высокопрочного крепежа. Впоследствии ей на смену пришла унифицированная дюймовая мелкая резьба UNF. Хотя, англичане пользуются резьбой BSF и в наше время.
Обозначается латинскими буквами BSF , после которых ставится размер наружного диаметра болта, измеренный в дюймах:
- обозначение гайки: BSF 1/4” (гайка с дюймовой мелкой резьбой Уитворта одна четвёртая дюйма);
- обозначение болта (винта): BSF 3/4” х1 1/2” (болт с дюймовой мелкой резьбой Уитворта три четвёртых дюйма длиною полтора (один и одна вторая) дюйма).
Параметры в миллиметрах резьбы BSF приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).

Дюймовая английская цилиндрическая несамоуплотняющаяся трубная резьба Уитворта BSP (British Standard Whitworth Pipe Thread)

Стоит обязательно упомянуть трубную резьбу Уитворта, так как она с момента изобретения и до настоящего времени имеет широчайшее применение во всём мире для деталей резьбовых соединений трубопроводов: сгонов, преходов, фитингов, муфт, двойников, тройников, и др.; а также для трубопроводной арматуры: краны, вентили и др.
На постсоветском пространстве действует адаптированный советскими инженерами стандарт трубной цилиндрической резьбы Уитворта BSP ― это резьба по ГОСТ 6357-81 .
Обозначается латинской буквой G , после которой ставится числовое значение условного прохода трубы в дюймах (это число не является ни наружным, ни внутренним диаметром резьбы или трубы):
- обозначение контргайки: G 1/4” (контргайка с дюймовой трубной цилиндрической резьбой Уитворта на трубу с условным проходным диаметром одна четвёртая дюйма); Та же самая контргайка в отечественном машиностроении обозначается: Ду8 (контргайка на трубу с условным проходом 8 мм)
Тут необходимо прояснить ситуацию с обозначением размера трубной резьбы BSP. Трубы обозначаются "условным проходом трубы" или "номинальным диаметром трубы", которые слабо связаны с действительными реальными размерами трубы. Например, возьмём стальную трубу 2" (двухдюймовую): измерив её внутренний диаметр и переведя в дюймы, мы с удивлением выясним, что он составляет около 2⅛ дюйма, а её наружный диаметр составит около 2⅝ дюйма ― такая вот нелепица!.
Как определить настоящий диаметр трубы?
К сожалению, не существует какой-либо формулы для перевода "трубных дюймов" в миллиметры или в "обычные" дюймы с целью узнать реальный наружный или внутренний диаметр трубы. Для определения соответствия "условного дюймового диаметра", "наружного диаметра трубы" и "диаметра трубной резьбы" необходимо пользоваться справочной литературой и нормативной документацией (стандартами).
Ниже приведена таблица, которая составлена путём объединения известных стандартов воедино (может быть, она и неполная, но сможет помочь с определением трубной резьбы BSP; для контргаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы)

Дюймовая унифицированная цилиндрическая крупная резьба UNC (Unified National Coarse Thread)

Цилиндрическая дюймовая резьба UNC , в окончательном виде, была разработана Американским национальным институтом стандартов (ANSI / ISO ) и стала международным стандартом дюймовой резьбы с крупным шагом, и, фактически, представляет из себя воплощение технических идей американского промышленника Селлерса по усовершенствованию резьбы Уитворта. Усовершенствования, по сути, свелись к изменению угла профиля с неудобных 55° на 60° и к отказу от скруглений на вершинах профиля резьбы, ― теперь поверхность вершин стала плоской и составляет 1/8 шага резьбы. Впадины могут быть тоже плоскими, но предпочтительны скруглённые.
Резьба UNC в настоящее время является самой распространённой в мире дюймовой резьбой и рекомендуется как предпочтительная для применения.
 Принятое обозначение дюймовой крупной резьбы UNC
включает в себя буквенное указание типа резьбы (собственно UNC
)
и номинальный диаметр резьбы в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы, указанный через тире (TPI
― threads per inch
― число витков на дюйм
), направление (левое или правое). Дюймовые крупные резьбы UNC
размером меньше, чем 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами от №1 до №12, с указанием через тире шага резьбы, измеряемом в количестве витков на дюйм.
Принятое обозначение дюймовой крупной резьбы UNC
включает в себя буквенное указание типа резьбы (собственно UNC
)
и номинальный диаметр резьбы в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы, указанный через тире (TPI
― threads per inch
― число витков на дюйм
), направление (левое или правое). Дюймовые крупные резьбы UNC
размером меньше, чем 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами от №1 до №12, с указанием через тире шага резьбы, измеряемом в количестве витков на дюйм.
1/4” – 20UNСх2 1/2”
- UNС - тип резьбы ― унифицированная дюймовая резьба с крупным шагом
- 1/4” UNС 6,35 мм 5,35 мм )
- 20
- 2 1/2” 63,5 мм )
Параметры в миллиметрах резьбы UNC приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).

Дюймовая унифицированная цилиндрическая мелкая резьба UNF (Unified National Fine Thread)

Резьба UNF ― цилиндрическая дюймовая резьба с мелким шагом, используемая для регулировочного и высокопрочного крепежа.
Резьба UNF , наряду с резьбой UNC, в настоящее время является самой распространённой в мире дюймовой резьбой и также рекомендуется как предпочтительная для применения в случаях, когда требуется более мелкий шаг резьбы.
Обозначение дюймовой мелкой резьбы UNF аналогично обозначению резьбы UNC и также включает в себя буквенное обозначение типа резьбы и номинальный диаметр в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы, указанный через тире (TPI ― threads per inch ― число витков на дюйм ), направление (левое, правое). Резьбы UNF размером меньше 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами, от №0 до №12, с указанием через тире шага резьбы в количестве витков на дюйм.
Например: Обозначение болта с дюймовой резьбой 1/4” – 28UNFх2 1/2”
- UNF - тип резьбы ― унифицированная дюймовая резьба с мелким шагом
- 1/4” ― обозначение диаметра резьбы (по таблице резьбы UNF , приведенной ниже, для болта наружный диаметр резьбы соответствует 6,35 мм , для гайки ― диаметр отверстия внутри гайки соответствует 5,5 мм )
- 28 ― шаг резьбы, измеренный в количестве витков на дюйм длины резьбы (количество витков, которое помещается в 25,4 мм)
- 2 1/2” ― длина болта в дюймах (приблизительно соответствует 63,5 мм )
Параметры в миллиметрах резьбы UNF приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).

Дюймовая унифицированная цилиндрическая особо мелкая резьба UNEF (Unified National Extra Fine Thread)

Резьба UNEF ― цилиндрическая дюймовая резьба с особо мелким шагом, используемая для высокоточного крепежа и резьбовых деталей точных механизмов ― специальная дюймовая резьба.
Обозначается аналогично резьбам UNF и UNC .
Параметры в миллиметрах резьбы UNEF приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).

Существуют также другие стандарты на дюймовые резьбы, но они являются специальными, узкоспециальными, редкоиспользуемыми и не рекомендуются к применению, ― поэтому приводить их и не будем.
Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.
Cодержание статьи
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности );
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – ).

Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d 1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток ), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Отличия между метрической и дюймовой резьбой (видео)
Разновидности резьбовых соединений
В зависимости от типа профиля резьба классифицируется на следующие разновидности:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- трапецеидальная;
- упорная;
- круглая.

Наиболее распространенной является резьба метрическая (ГОСТ №9150-81). Ее профиль выполнен в виде равностороннего треугольника под углом 60 0 с шагом витков от 0.25 до 6 мм. Крепежные элементы выпускаются в диаметре 1-600 мм.
Также существует резьба метрическая конического типа, в которой используется конусность 1:16. Такая конфигурация обеспечивает герметичность стыка и стопорение крепежных элементов без необходимости использования стопорных гаек. Нижеприведенная таблица указывает основные параметры метрического профиля.
Дюймовая резьба не имеет нормативных стандартов в отечественной строительной документации. Дюймовый профиль выполнен в треугольной форме с углом 55 0 . Шаг профиля определяется количеством витков на участке длиной в 1″. Конструкция стандартизирована для крепежей с наружным диаметром от 3/16″ до 4″ и количеством витков на 1″ от 3 до 28.
Коническая дюймовая резьба имеет угол профиля в 60 0 и конусность 1:16. Данный профиль обеспечивает высокую герметичность соединения без дополнительных уплотняющих материалов. Это основной тип резьбы в гидравлических и напорных трубопроводах малых диаметров.

Трубная резьба цилиндрического типа (ГОСТ №6357-81) применяется в качестве крепежно-уплотняющей. Ее профиль имеет форму равнобедренного треугольника с углом 55 0 . С целью получения повышенной герметичности профиль выполняется с закругленными верхними гранями без дополнительных зазоров на местах впадин и выступов. Данный вид резьбы стандартизирован под диаметры 1/16″-6″, шаг варьируется в пределах 11-28 витков на 1″.
Трубная резьба всегда выполняется в мелкой конфигурации (с сокращенным шагом), что необходимо для сохранения толщины стенок соединяемых конструкций. Данный вид профиля широко используется для соединения стальных трубопроводов систем отопления и водоснабжения и других деталей цилиндрической формы.

Резьба трапецеидальная (ГОСТ №9481-81) чаще всего используется в крепежах типа винт-гайка. Профиль имеет равностороннюю трапецеидальную форму с углом 30 0 (для крепежных элементов червячных передач – 40 градусов). Используется в крепежах с диаметрами 10-640 мм.
В сравнении с прямоугольным профилем трапецеидальная винтовая линия, при идентичных габаритах, обеспечивает большую прочность соединения. Такая конфигурация позволяет эффективно выполнять подвижные передачи (превращает вращательное движение в поступательное), ввиду чего трапецеидальная резьба повсеместно используется в ходовых гайках, фиксирующих шток трубопроводных задвижек.

Упорная резьба (ГОСТ №24737-81) применяется в крепежах, испытывающих в процессе эксплуатации сильные однонаправленные осевые нагрузки. Ее профиль выполнен в виде разносторонней трапеции, одна из граней которой имеет угол в 3 0 , противоположная – 30 0 . Шаг профиля составляет 2-25 мм, применяется для крепежей диаметром 10-600 мм.
Профиль круглой резьбы (ГОСТ №6042-83) сформирован соединенными между собой дугами с углом между сторонами в 30 0 . Преимуществом такой конфигурации является повышенная устойчивость к эксплуатационному износу, ввиду чего она широко применяется в конструкциях трубопроводной арматуры.
Как определить параметры резьбы?
При выборе трубопроводной арматуры либо фланцевых соединительных элементов возникает необходимость узнать тип и размеры профиля, что нужно для правильного определения параметров ответного крепежа. В большинстве случаев вы столкнетесь с метрической резьбой, которая наиболее распространена в отечественном строительстве и сантехнике.
Метрический профиль имеет унифицированное обозначение типа М8х1.5, в котором:
- М – метрический стандарт;
- 8 – номинальный диаметр;
- 5 – шаг профиля.
Определить шаг профиля можно тремя способами – использовать специальный инструмент (метрический резьбомер), сравнить шаг с крепежа с профилем либо измерить его штангенциркулем. Определение последним методом наиболее простое – необходимо лишь измерить расстояние между десятью витками профиля и разделить полученную длину на 10.

Номинальный диаметр вымеривается штангенциркулем по наружной грани профиля. Представленная ниже таблица содержит перечень соответствия наиболее распространенных диаметров и шагов профиля метрической резьбы.

При работе с дюймовой резьбой определить шаг ее профиля можно приложив к крепежу дюймовую линейку и визуально подсчитав количество витков, приходящихся на 1 дюйм (25.4 мм). Используя специальный резьбомер учитывайте, что английский и американский стандарт отличается по углу профиля (60 и 55 0 соответственно), так что тут потребуется внимание при выборе инструмента.
Важно: не забывайте, что шагом у метрической резьбы является расстояние между смежными витками профиля, а у дюймовой – количество витков на 1 дюйм.
Грамотное его применение позволяет выполнять замеры линейных величин в различных ситуациях, и для разнообразных объектов, начиная от протектора шин, и заканчивая пластиковыми гибкими трубками. Как измерять штангенциркулем – примеры и последовательность – эти вопросы рассматриваются далее.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:

Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.

Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.

Измерение износ протектора колумбиком
Измерения диаметров
Как измерить диаметр штангенциркулем? Различают детали с постоянным и переменным по длине сечением. К последним относятся, в частности, арматурные стержни. Как измерить диаметр арматуры штангенциркулем? Всё зависит от арматурного профиля, который может быть:
- кольцевым;
- серповидным;
- смешанным.

Проще всего замерять такие параметры арматуры во втором случае. Вначале внешними измерительными губками определяют высоту выступов профиля, а затем глубиномером – размер по впадине. Замеры необходимо производить в двух взаимно перпендикулярных направлениях, поскольку арматура, да ещё производимая не на специализированных предприятиях, часто имеет овальность сечения. После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.

При измерении внутренних габаритов труб используют внутреннюю измерительную шкалу инструмента. Как измерить штангенциркулем толщину трубы, особенно, если зазор невелик? Достаточно вычислить разницу между внешним и внутренним диаметрами и разделить результат на два.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.

Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Определить размер крепёжного изделия довольно просто. Не так ли?
Да, но не всё так просто, как кажется... Если не знать заранее о всём многообразии крепежа и особенностях его измерения, то можно запросто купить что-нибудь ненужное или не того размера. Казалось бы, определение диаметра, толщины и длины у различных крепежных изделий не должно вызывать проблем. Например, у болтов достаточно измерить диаметр и длину резьбового стержня, и,- готово - есть размер. Правда, повертев в руках всякие разные болты/винты, возникает вопрос: "а длину мерять со "шляпкой" или без?". С гайками ещё "забавнее": зная, что в руках гайка М16 можно так и не найти, где же в этой гайке размер 16 мм? А может эта гайка вовсе и не М16?
Попробуем разобраться...
Основными параметрами, определяющими тип и размер крепежа являются: диаметр, длина и толщина (или высота).
В большинстве сегодняшних русскоязычных справочников, на чертежах и в конструкторской документации используются обозначения, заимствованные из английского языка и алфавита.
Так диаметр крепёжного изделия принято обозначать большой или малой латинской буквой "D" или "d" (сокращение от англ. Diameter ), длину крепежного изделия принято обозначать большой или малой латинской буквой "L " или "l " (сокращение от англ. Length ), толщина обозначается "S " или "s " (сокращение от англ. Stoutness ), высота обозначается большой или малой латинской буквой "Н " или "h " (сокращение от англ. Hi gh ).
Разберём особенности измерения основных типов крепёжных изделий.
Измерение болтов
Болты с метрической резьбой обозначаются в документации в формате МDxPxL , где:
- М - значок метрической резьбы;
- D - диаметр резьбы болта в миллиметрах;
- P
- L - длина болта в миллиметрах.
Чтобы определиться с видом и размером конкретного болта необходимо визуально установить его тип, сопоставив конструкцию болта с одним из стандартов (ГОСТ, DIN, ISO ) Затем, выяснив тип болта, последовательно определить все перечисленные размеры.
Для измерения диаметра болта можно воспользоваться штангенциркулем, микрометром или шаблонной линейкой.

Контроль точности определённого диаметра наружной резьбы производится с помощью комплекта калибров "ПР-НЕ" (проход-непроход), один из которых должен легко навинчиваться на болт, а другой не должен навинчиваться совсем.

Длину болта можно измерить с помощью тех же штангенциркуля или линейки.

Для определения шага резьбы на резьбовом крепеже обычно используется такой инструмент, как шагомер.

Также можно измерить шаг резьбы путём замера расстояния между двумя витками резьбы с помощью штангенциркуля.

Однако точность такого способа удовлетворительно подойдёт только для крупных диаметров резьб. Надёжнее измерить штангенциркулем (в крайнем случае, линейкой) длину нескольких витков резьбы (например, 10-ти) и, затем, разделить результат измерения на число измеренных витков (в примере - на 10).
 Полученное число должно совпадать точно (или почти точно) с одним из значений резьбового ряда шагов резьбы для данного диаметра резьбы - это справочное значение и есть искомый шаг резьбы. Если это не так, то, скорее всего, Вы имеете дело с дюймовой резьбой - определение шага резьбы требует дальнейшего уточнения.
Полученное число должно совпадать точно (или почти точно) с одним из значений резьбового ряда шагов резьбы для данного диаметра резьбы - это справочное значение и есть искомый шаг резьбы. Если это не так, то, скорее всего, Вы имеете дело с дюймовой резьбой - определение шага резьбы требует дальнейшего уточнения.
В зависимости от геометрической конфигурации болта способ измерения его длины может отличаться, и условно все болты можно разделить на 2 группы:
- болты с выступающей головкой
- болты с потайной головкой
Длина болтов с выступающей головкой измеряется без учета самой головки:

Болты с шестигранной головкой ГОСТ 7805-70, 7798-70, 15589-70, 10602-94
;
Болты с шестигранной уменьшенной головкой ГОСТ 7808-70, 7796-70, 15591-70
;
Болты высокопрочные ГОСТ 22353-77
;
Болты высокопрочные шестигранные с увеличенным размером под ключ ГОСТ Р 52644-2006
.
Болты с шестигранной головкой и направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70.
Болты с шестигранной уменьшенной головкой для отверстий из-под развертки ГОСТ 7817-80 .
Болты с увеличенной полукруглой головкой и усом ГОСТ 7801-81 .
Болты с увеличенной полукруглой головкой и квадратным подголовком ГОСТ 7802-81 .
Рым-болты ГОСТ 4751-73 .
Длина болтов с потайной головкой измеряется вместе с головкой:

Болты с потайной головкой и усом ГОСТ 7785-81 .
Болты с потайной головкой и квадратным подголовком ГОСТ 7786-81 .
Болты шинные ГОСТ 7787-81 .
Существенным параметром для определения типа болта и его стандарта ГОСТ (DIN или ISO) является размер головки: размер "под ключ", в случае шестигранной головки, или диаметр, в случае цилиндрической головки; так как бывают болты с уменьшенной головкой, с нормальной и с увеличенной головкой.
Измерение дюймовых болтов
Болты с дюймовой резьбой обозначаются в документации в формате D"-NQQQxL , где:
- D" - диаметр резьбы болта в дюймах - изображается в виде целого числа или дроби со значком " , а также в виде номера № для малых диаметров резьбы;
- N
- QQQ
- L - длина болта в дюймах - изображается в виде целого числа или дроби со значком " .
В случае, если Вам необходимо определить диаметр резьбы дюймового болта, нужно результат замера диаметра болта разделить на 25,4 мм, что равняется 1 дюйму. Полученное число необходимо сопоставить с ближайшим дробным размером в дюймах (можно из таблицы для дюймовой резьбы с крупным шагом UNC ):

Шаг резьбы дюймового болта определяется подсчётом количества витков в одном дюйме (25,4мм) резьбы. Можно также воспользоваться дюймовым резьбомером, если Вы заранее знаете, что резьба дюймовая. Длину дюймового болта необходимо измерять также, как и метрического, а результат разделить на 25,4 мм, что равняется 1 дюйму. Полученное число необходимо сопоставить с ближайшим размером в дюймах, разделяя целую и дробную часть.
Измерение винтов
Винты с метрической резьбой обозначаются в документации аналогично болтам в формате МDxPxL , где:
- М - значок метрической резьбы;
- D - диаметр резьбы винта в миллиметрах;
- P - шаг резьбы в миллиметрах (бывают крупный, мелкий и особо мелкий шаг; если шаг крупный для данного диаметра резьбы - то он не обозначается);
- L - длина винта в миллиметрах;
Сначала осмотром устанавливаем разновидность измеряемого винта, определяем его стандарт, чтобы определиться с особенностями измерения.
Диаметр резьбы винтов определяем аналогично измерению болтов.
В зависимости от геометрической конфигурации винта способ измерения его длины может отличаться, и все винты можно условно разделить на 4 группы:
- винты с выступающей головкой (на рис. 1, 2, 6);
- винты с потайной головкой (на рис. 4);
- винты с полупотайной (на рис. 3);
- винты без головки (на рис. 5).

Винты с цилиндрической головкой и внутренним шестигранником ГОСТ 11738-84
;
Винты с цилиндрической головкой ГОСТ 1491-80
.
Винты с полукруглой головкой ГОСТ 17473-80 .
Винты с полупотайной головкой ГОСТ 17474-80
.
Винты с потайной головкой ГОСТ 17475-80 .
Винты установочные с прямым шлицем ГОСТ 1476-93, 1477-93, 1478-93, 1479-93
;
Винты установочные с шестигранным углублением под ключ ГОСТ 8878-93, 11074-93, 11075-93
.
Винты установочные с квадратной головкой ГОСТ 1482-84, 1485-84 .
Измерение шпилек
Шпильки с метрической резьбой обозначаются в документации в формате МDxPxL , где:
- М - значок метрической резьбы;
- D - диаметр резьбы шпильки в миллиметрах;
- P - шаг резьбы в миллиметрах (бывают крупный, мелкий и особо мелкий шаг; если шаг крупный для данного диаметра резьбы - то он не обозначается);
- L - длина рабочей части шпильки в миллиметрах.
Определение диаметра резьбы шпилек идентично измерению резьбы болтов.
В зависимости от стандарта ГОСТ и конфигурации шпильки способ измерения её длины может отличаться, и все шпильки можно условно разделить на 2 группы:
- шпильки для гладких отверстий - рабочей частью является вся длина шпильки - имеют всегда одинаковой длины резьбу на обоих концах (на рис. 1, 2);
- шпильки с ввинчиваемым концом - рабочей частью является хвостовик без учёта ввинчиваемого конца (на рис. 3).
Для правильного измерения размера шпильки необходимо сначала определить: имеет ли данная шпилька ввинчиваемый конец или нет? После чего станет понятно как измерять длину рабочей части шпильки. Ввинчиваемый конец имеет, в зависимости от стандарта ГОСТ, несколько фиксированных значений, измеряемых кратно диаметру шпильки: 1d, 1,25d, 1,6d, 2d, 2,5d . Остальная часть шпильки с ввинчиваемым концом и есть её размер в длину.

Шпильки резьбовые
DIN 975
;
Шпильки размерные
DIN 976-1
;
Шпильки для гладких отверстий
ГОСТ 22042-76, 22043-76
;
Шпильки для гладких отверстий ГОСТ 22042-76, 22043-76
;
Шпильки для фланцевых соединений ГОСТ 9066-75
;
1d ГОСТ 22032-76, 22033-76
;
Шпильки с ввинчиваемым концом длиной 1,25d ГОСТ 22034-76, 22035-76
;
Шпильки с ввинчиваемым концом длиной 1,6d ГОСТ 22036-76, 22037-76
;
Шпильки с ввинчиваемым концом длиной 2d ГОСТ 22038-76, 22039-76
;
Шпильки с ввинчиваемым концом длиной 2,5d ГОСТ 22040-76, 22041-76
;
Измерение заклёпок
Заклёпки с замыкающей головкой - полнотелые (под молоток) обозначаются в документации в формате DxL , где:
- D - диаметр тела заклёпки в миллиметрах;
- L - длина заклёпки в миллиметрах;
В зависимости от стандарта ГОСТ и конфигурации полнотелой заклёпки способ измерения её длины может отличаться, и все заклёпки можно условно разделить на 3 группы:
- заклёпки с выступающей головкой (на рис. 1, 3);
- заклёпки с потайной головкой (на рис. 2);
- заклёпки с полупотайной (на рис. 4);

Заклёпки с плоской (цилиндрической) головкой ГОСТ 10303-80 ;
Заклёпки с потайной головкой ГОСТ 10300-80 ;
Заклёпки с полукруглой головкой ГОСТ 10299-80 ;
Заклёпки с полупотайной головкой ГОСТ 10301-80 ;
Заклёпки отрывные, устанавливаемые с помощью специального пистолета, обозначаются в формате DxL , где:
- D - наружный диаметр тела самой заклёпки в миллиметрах;
- L - длина тела заклёпки в миллиметрах без учёта отрывных элементов.

Заклёпки отрывные с плоской (цилиндрической) головкой DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
Заклёпки отрывные с потайной головкой DIN 7337, ISO 15978, ISO 15980, ISO 15984;
Измерение шплинтов
Мы рассмотрим измерение шплинтов трех типов:

Шплинты ГОСТ 397-79 - разводные. Размер такого шплинта обозначается в формате DxL , где:
- D - условный диаметр шплинта в миллиметрах;
- L - длина шплинта в миллиметрах.
Условный диаметр шплинта - это диаметр отверстия в которое будет вставлен данный разводной шплинт. Соответственно, реальный диаметр самого шплинта при измерении, например штангенциркулем, будет меньше, чем условный диаметр на несколько десятых долей миллиметра - стандарт ГОСТ 397-79 задаёт допускаемые диапазоны для каждого условного диаметра шплинта.
Длина разводного шплинта измеряется тоже особенно: шплинт имеет два конца - короткий и длинный, и необходимо измерить расстояние от изгиба ушка шплинта до окончания короткого конца шплинта.
Шплинты DIN 11024 - игольчатые. Такие шплинты имеют фиксированную длину согласно стандарта DIN 11024, поэтому для определения размера данного типа шплинта необходимо измерить только диаметр шплинта. Контроль размера длины шплинта необходимо проводить от начала прямого конца и до линии центра кольца, образованного в загибе
Шплинты DIN 11023 - быстросъемные шплинты с кольцом. Аналогично шплинтам по DIN 11024 такие шплинты имеют тоже фиксированную длину согласно стандарта DIN 11023, поэтому для определения размера данного типа шплинта необходимо измерить только диаметр шплинта.
Измерение гаек
Гайки с метрической резьбой обозначаются в документации в формате МDхP , где:
- М - значок метрической резьбы;
- D - диаметр резьбы гайки в миллиметрах;
- P - шаг резьбы в миллиметрах (бывают крупный, мелкий и особо мелкий шаг; если шаг крупный для данного диаметра резьбы - то он не обозначается);
Измерить диаметр резьбы гайки не так просто, как кажется на первый взгляд. Дело в том, что обозначенный размер гайки, например М14 - это наружный диаметр болта, который ввинчивается в данную гайку. Если же измерить внутреннее резьбовое отверстие в самой гайке, то оно окажется меньше 14 мм (как на фото).

Полученный результат замера не даёт возможности сразу однозначно определить диаметр резьбы (учитывая то, что каждый диаметр резьбы может иметь несколько значений шага резьбы, можно легко ошибиться в определении диаметра резьбы гайки, если использовать один лишь замер внутреннего резьбового отверстия гайки). Если есть возможность измерить ответный болт, винт, штуцер - лучше измерить его, и так сразу определить резьбу гайки.

Полученное значение измерения внутреннего резь бового отверстия в гайке - это внутренний диаметр d вн профиля резьбы в сопряжении с соответствующим данной гайке болтом (на который она навинчивается).

М ― наружный диаметр резьбы болта (гайки) ― обозначение размера резьбы
Н ― высота профиля метрической резьбы резьбы, Н=0,866025404×Р
Р ― шаг резьбы (расстояние между вершинами профиля резьбы)
d СР - средний диаметр резьбы
d ВН - внутренний диаметр резьбы гайки
d В - внутренний диаметр резьбы болта
Для однозначного определения диаметра метрической резьбы гайки необходимо знать соответствие внутреннего диаметра d вн с наружным диаметром резьбы М у сопрягаемого болта (а это и есть искомый размер резьбы гайки). Для этого понадобится справочная таблица:

Контроль точности определённого диаметра резьбы производится с помощью комплекта калибров "ПР-НЕ" (проход-непроход), один из которых должен легко ввинчиваться в гайку, а другой не должен ввинчиваться.

Существует значительное разнообразие типов гаек. Первично тип гайки можно определить визуально. Для уточнения стандарта, зачастую, необходимо измерить высоту гайки, так как при одной геометрической конфигурации они могут быть низкие, нормальные, высокие и особо высокие.

Другой параметр на который необходимо обратить внимание при классификации шестигранной гайки - это размер "под ключ", так как бывают гайки с уменьшенным размером "под ключ", с нормальным и увеличенным размером.

Измерение шага резьбы гайки производится аналогично болту - с помощью резьбомера или подсчётом витков на замеряемом отрезке. Но измерение шага резьбы гаек затруднено в связи с тем, что сложно определить плотность прилегания гребёнки резьбомера к профилю резьбы, и всегда есть вероятность ошибки в случае, когда Вы заранее не знаете: метрическая резьба или дюймовая?. Ошибиться можно из-за того, что некоторые размеры метрической резьбы почти совпадают с дюймовой и метрические болты могут свинчиваться с дюймовыми гайками. Характерный признак такой скрутки - излишний люфт - гайка болтается на болте, как будто резьба провалена. Лучший способ избежать ошибок при определении резьбы гайки - все замеры снимать с болта (винта, штуцера), ответного для данной гайки.
Измерение дюймовых гаек
Гайки с дюймовой резьбой обозначаются в документации в формате D"-NQQQ , где:
- D" - диаметр резьбы гайки в дюймах - изображается в виде целого числа или дроби со значком " , а также в виде номера № для малых диаметров резьбы ;
- N - количество витков резьбы в одном дюйме;
- QQQ - тип дюймовой резьбы - аббревиатура из трёх или четырёх латинских букв;
 Наилучший способ измерения резьбы дюймовой гайки - это также измерение резьбы соответствующего ей ответного болта (винта, штуцера). Если такового нет, но известно заранее, что резьба дюймовая, то необходимо использовать резьбомер для дюймовой резьбы данной разновидности или, если неизвестно какая именно из дюймовых резьб в гайке,- проделать процедуру аналогичную определению метрической резьбы гайки, при этом результаты измерений разделяя на 1 дюйм (25,4 мм) и сопоставляя их с рядом дробных значений дюймовых резьб, приведенном в таблицах в статье .
Наилучший способ измерения резьбы дюймовой гайки - это также измерение резьбы соответствующего ей ответного болта (винта, штуцера). Если такового нет, но известно заранее, что резьба дюймовая, то необходимо использовать резьбомер для дюймовой резьбы данной разновидности или, если неизвестно какая именно из дюймовых резьб в гайке,- проделать процедуру аналогичную определению метрической резьбы гайки, при этом результаты измерений разделяя на 1 дюйм (25,4 мм) и сопоставляя их с рядом дробных значений дюймовых резьб, приведенном в таблицах в статье .
Измерение шайб
Шайбы обозначаются в документации чаще всего в формате D , где:
- D - диаметр в миллиметрах метрической резьбы болта, ответного данной шайбе.

Измерив внутренний диаметр шайбы штангенциркулем или линейкой вы получите размер больший, чем в её обозначении. Это вполне естественно: ведь необходимо свободно вставить болт или винт в шайбу, - а для этого между ними должен быть зазор.
Например: при измерении плоской шайбы размера 16 (под резьбу болта М16) штангенциркуль покажет диаметр отверстия 17 мм.
В самом общем случае величина этого зазора определяется точностью исполнения шайбы. Таким образом, если размер шайбы заранее неизвестен, то, после измерения диаметра отверстия, необходимо выбрать из таблицы стандарта на данную шайбу (ГОСТ, ОСТ, ТУ, DIN, ISO) ближайший фиксированный стандартный размер - это и есть размер шайбы.