هر آماتور رادیویی تازه کار دیر یا زود مجبور است حداقل مجموعه ای از ابزارها را به دست آورد و اصول اولیه لحیم کاری با آهن لحیم کاری را بیاموزد. برای اینکه کار را سریع و با بالاترین کیفیت انجام دهید، باید به لحیم کاری رزین تسلط داشته باشید.
نحوه صحیح لحیم کاری با لحیم کاری و رزین
برای شروع، باید حداقل تجهیزات زیر را خریداری کنید:
- آهن لحیم کاری برقی;
- قلع یا لحیم کاری؛
- کلوفون
با توجه به قدرت آهن لحیم کاری، یک 40 وات معمولی (ولتاژ 220 ولت) انجام می شود. برای استفاده خانگیاین آهن لحیم کاری کاملاً کافی است. اکنون لحیم کنید - برای اتصال اجزا و قطعات به آن نیاز دارید. لحیم کاری می تواند متفاوت باشد: رزین، آلیاژ قلع و سرب. به صورت لوله (با شار داخل) یا به صورت سیم فروخته می شود. آخرین گزینه بهتر است.
در مورد انتخاب لحیم کاری، از نظر سختی و نقطه ذوب، یک شار با برچسب PIC (لحیم کاری قلع سرب) مناسب است، 60 درصد قلع است و 40 (این رقم نشان داده نشده است، ما خودمان آن را محاسبه می کنیم). میزان سرب موجود در این لحیم کاری خوب است اگر بتوانید لحیم کاری با محتوای سرب بالا پیدا کنید (رنگ آن متفاوت است، تیره تر می شود). نقطه ذوب چنین لحیم کاری یک مرتبه بزرگتر است که به معنای افزایش قدرت لحیم کاری است.
و در نهایت، در مورد شار - این ماده برای حذف اکسیدها از قطعات در حال لحیم کاری در نظر گرفته شده است. از این امر نمی توان اجتناب کرد، زیرا نوک آهن لحیم کاری مسی است و با گرم شدن اکسید می شود، بنابراین باید به طور دوره ای رسوبات کربن را حذف کنید. اگر این کار انجام نشود، لحیم کاری به قطعات متصل نمی شود، بلکه به سادگی پخش می شود. لحیم کاری با چنین نوک آلوده ای کار نخواهد کرد.
ساده ترین و قابل اطمینان ترین شار رزین است. این ماده طبیعی است، زیرا رزین از رزین کاج ساخته شده است. این مایع کهربایی رنگ با رایحه دلپذیر کاج است. به صورت تکه ای به شکل خالص، به شکل شار ویسکوز یا مایع فروخته می شود. برای مبتدیان، هر دو کلوفون خالص و شار الکل-کلوفون مناسب هستند، این یک ماده جهانی است که از محلول کلوفون تشکیل شده است الکل اتیلیکدر خالص ترین شکل آن
نحوه لحیم کاری با رزین
هر چیزی که نیاز دارید خریداری شده، آماده شده است، باید نوک آهن لحیم کاری را تمیز کنید (و اگر صاف نیست، خودتان این کار را انجام دهید). هر چه نوک ریزتر باشد، بیشتر است کار خوبلحیم کاری قابل انجام است. زاویه نوک باید دو وجهی 30-45 درجه باشد.
نحوه لحیم کاری با رزین:
- پنجره را باز کنید، باید در یک منطقه با تهویه مناسب کار کنید.
- لحیم کاری را روشن کنید، صبر کنید تا از بین برود بوی بدو یک دود مشخص - نوک آن کلسینه شده و آماده استفاده است.
- برای تمیز کردن نوک می توانید فعلاً هویه لحیم کاری را خاموش کنید.
- دوباره دستگاه برقی را روشن کنید و منتظر بمانید تا نوک آن گرم شود.
- می توانید گیره های قطعات را به آرامی قلع و قمع کنید (روزین را با نوک داغ چندین بار لمس کنید تا نوک آن با لحیم پوشانده شود) تا از چسبندگی باکیفیت قطعات در حال لحیم کاری اطمینان حاصل کنید.
- کلوفون را بردارید، نوک نوک آن را به کلوفون بزنید تا کمی لحیم شود. صبر کنید تا گرم شود. به معنای واقعی کلمه چند دقیقه طول خواهد کشید.
- نیش را برای چند ثانیه روی تخته کاج قرار دهید، سپس دوباره اعمال خود را تکرار کنید.
- پس از چند بار تکرار موفق خواهید شد.
- برای یک مبتدی، هنگام تسلط بر اصول لحیم کاری، کار راحت تر است تا نوک آن در معرض دید قرار گیرد. به دلیل بزرگ بودن نوک در معرض، مدار اغلب آتش می گیرد.
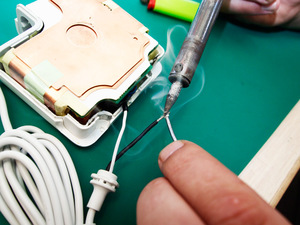
- هنگام کار با سیم مسی، یک قلع کافی است، یعنی باید نوک آن را گرم کنید، کلوفون را لمس کنید، نوک را روی آن بمالید. سطح کار، سیم را بلند کنید، آن را در رزین آغشته کنید، یک نوک داغ را روی سطح قرار دهید و سیم را بلند کنید.
- در نتیجه این اعمال، رزین شروع به دود شدن می کند و سیم در اطراف توده رزین جریان می یابد. پس از این، باید محل لحیم کاری را با قلع بپوشانید و آن را به سیم منتقل کنید.
- اگر در نتیجه اقدامات انجام شده، سیم از زرد به نقره ای تغییر رنگ داد، به این معنی است که همه چیز به درستی انجام شده است. برای لحیم کاری 2 سیم، باید هر دو را قلع کنید.

دستورالعمل ها
در اکثر موارد، لحیم کاری با تعمیر یا مونتاژ دستگاه های الکترونیکی همراه است. برای جلوگیری از آسیب رساندن به قطعات الکترونیکی، قدرت آهن لحیم کاری باید از 25 تا 60 وات باشد. هرچه قطعات کوچکتر و حساس تر به گرمای بیش از حد عناصر باشند، آهن لحیم کاری باید ضعیف تر باشد. به عنوان مثال، برای لحیم کاری ریز مدارها باید از ضعیف ترین دستگاه استفاده کنید. برای لحیم کاری ترانسفورماتورها و سایر عناصر عظیم، یک قوی تر مناسب است.
برای اطمینان از لحیم کاری با کیفیت بالا، قوانین زیر را دنبال کنید. اول از همه، محل لحیم کاری و پایانه های عناصر را آماده کنید - یعنی با یک لایه نازک لحیم کاری پوشانده شوند. برای لحیم کاری به فلاکس یا محلول الکلی آن نیاز دارید. در مورد دوم، استفاده از یک بطری با برس لاک ناخن راحت است.
قبل از شروع لحیم کاری، نوک آهن لحیم کاری را آماده کنید. نوک آن باید با یک لایه لحیم کاری یکنواخت پوشیده شود. اگر نوک آن مشکی و رنگ پریده است، آن را با احتیاط با سوهان تمیز کنید، سپس آن را در رزین آغشته کرده و فوراً قالب بزنید. لحیم کاری با آهن لحیم کاری آماده نشده سخت است.
اطمینان حاصل کنید که لحیم کاری "سرد" نیست، یعنی با یک آهن لحیم کاری با حرارت ضعیف انجام می شود. با این نوع لحیم کاری، لحیم کاری مایع نیست، اما مفصل با آن پر نمی شود، بلکه روی آن پوشانده می شود. رنگ اتصال لحیم شده به این روش مات، خاکستری است. چنین لحیم کاری بسیار غیر قابل اعتماد است و تماس لازم را فراهم نمی کند.
اگر یک قطعه رادیویی را به برد لحیم کنید، پس چه زمانی تکنولوژی مناسبلحیم کاری باید به طور کامل ساق قطعه را احاطه کرده و کل لنت را در اطراف آن بگیرد. رنگ لحیم منجمد در این مورد نقره ای و روشن است. این نوع لحیم کاری بسیار قابل اعتماد است.
وقتی خودتان یک دستگاه الکترونیکی را مونتاژ می کنید، عادت کنید همه چیز را بسیار منظم و زیبا انجام دهید. زیبایی کلید است عملیات قابل اعتمادمحصولات اگر دستگاه به طور تصادفی کنار هم قرار گرفته باشد، نصب آن بسیار شلخته باشد، سیم ها کاملاً نامنظم قرار گرفته باشند، نمی توان انتظار عملکرد خوبی از چنین محصولی داشت. پس از صرفه جویی در زمان نصب، بعداً مقدار بیشتری از آن را برای جستجوی دلایل عدم کارکرد دستگاه مونتاژ شده صرف خواهید کرد. و بالعکس، اگر همه چیز با دقت و زیبایی انجام شود، معمولا دستگاه بدون هیچ تنظیمی شروع به کار می کند.
گاهی اوقات نیاز به لحیم کاری فلز یا قطعات فولادی. Rosin در این مورد کار نخواهد کرد، شما باید از شارهای مخصوص فروشگاهی برای لحیم کاری استفاده کنید. عناصر فلزی. از طرف دیگر، می توانید یک قرص آسپرین معمولی مصرف کنید. در مکانی با تهویه مناسب کار کنید زیرا دود آسپرین بسیار سوزاننده است (آن را استنشاق نکنید). به یاد داشته باشید که نباید از آسپرین برای لحیم کردن قطعات الکترونیکی استفاده کرد.
به عنوان یک شار برای آهن لحیم کاری، می توانید از اسید هیدروکلریک با یک تکه روی که درون آن ریخته شده است استفاده کنید. می توانید از روی بدنه یک باتری قدیمی استفاده کنید. یک بطری کوچک با حجم تقریباً 50 میلی لیتر به یک سوم قاب باتری نیاز دارد - فقط صفحه روی را با قیچی برش دهید، قلمه ها را در بطری بگذارید و حدود یک روز بگذارید. فلاکس را با یک برس روی ناحیه لحیم کاری اعمال کنید.
هر مردی در زندگی خود مجبور بوده چیزی را به چیزی لحیم کند. تأثیر دما روی قطعات برای اتصال بعدی آنها تقریباً مطمئن ترین روش اتصال در نظر گرفته می شود. اعتقاد بر این است که لحیم کاری بسیار ساده است، اما نمی توان این واقعیت را نادیده گرفت که برای انجام موفقیت آمیز این روش، مهارت ها و تجربه خاصی مورد نیاز است.
مقاله زیر به کاربرانی که تجربه و مهارت مناسبی ندارند این امکان را می دهد تا با فرآیند لحیم کاری سیم ها آشنا شوند و همچنین به پیاده سازی کمک خواهد کرد. انتخاب دستگاه لحیم کاری. این همچنین می تواند سؤالات خاصی را برای شخصی ایجاد کند که برای اولین بار لحیم کاری می کند و به سادگی نمی داند چگونه به درستی لحیم کاری کند.
البته، اگر کاربر یک ایستگاه لحیم کاری داشته باشد، و نه فقط یک آهن لحیم کاری، ایده آل خواهد بود. اما همیشه امکان خرید چنین چیزی وجود ندارد دستگاه مفیدو آهن لحیم کاری ممکن است برای لحیم کاری سیم مناسب باشد.
ابتدا بیایید ببینیم دستگاهی مانند آهن لحیم کاری چیست. لحیم کاری دستگاهی است که برای لحیم کاری استفاده می شود با استفاده از تاثیر دما.
توصیه می شود آهن لحیم کاری را انتخاب کنید دارای دوشاخه زمین سه طرفه. مزیت چنین دستگاهی این است که از اتلاف ولتاژ در مسیر جریان جلوگیری می کند. اصولاً برای فردی که تجربه لحیم کاری ندارد، لحیم کاری با برد 15 تا 30 وات نیز مناسب است، اما باید به خاطر داشت که چنین ولتاژ کمی حتی برای لحیم کاری سیم های صوتی نیز کافی نیست. علاقه مندان به خودرو می توانند اتوهای لحیم کاری با توان 40 وات را توصیه کنند، زیرا چنین دستگاه هایی بهترین گزینه برای استفاده از آنها در اتومبیل هستند.
ایستگاه لحیم کاری
در بالا در مقاله به دستگاهی مانند ایستگاه لحیم کاری اشاره شد. این یک دستگاه بسیار جالب و سازنده است که استقلال را فراهم می کند، زیرا به یک منبع متصل است جریان متناوبو قادر است تا توان 80 وات را ساطع کند. کارشناسان می گویند هنگام استفاده از این دستگاه برای لحیم کاری، بر خلاف استفاده از هویه های ساده، سهولت خاصی مشاهده می شود.
مزایای چنین تاسیسات لحیم کاریرا می توان به عنوان یک لیست جداگانه بیان کرد:

اما این دستگاه معایبی نیز وجود دارد. ما نباید فراموش کنیم که برای استفاده از ایستگاه لحیم کاری باید حداقل مهارت اولیه و کمی تجربه داشته باشید، در غیر این صورت ممکن است مشکلات و حتی خطرات خاصی ایجاد شود. علاوه بر این، ایستگاه های لحیم کاری بسیار گران هستند و برق زیادی مصرف می کنند. کاربر باید قبل از خرید دستگاه لحیم کاری تمام جوانب مثبت و منفی را بسنجید، زیرا با تمام مزایا معایبی نیز دارد.
چگونه درست لحیم کاری کنیم؟
 پس از بررسی اینکه آهن لحیم کاری وجود دارد، باید به عمل واقعی سیم های لحیم کاری برویم. اما ابتدا باید اجزای خود فرآیند را درک کنید. بیایید نکاتی را در مورد ویژگی های لحیم کاری و مواردی که کاربر برای لحیم کاری سیم ها به آن نیاز دارد، در نظر بگیریم.
پس از بررسی اینکه آهن لحیم کاری وجود دارد، باید به عمل واقعی سیم های لحیم کاری برویم. اما ابتدا باید اجزای خود فرآیند را درک کنید. بیایید نکاتی را در مورد ویژگی های لحیم کاری و مواردی که کاربر برای لحیم کاری سیم ها به آن نیاز دارد، در نظر بگیریم.
برای لحیم کاری دو سیم، ابتدا باید قلع آهن لحیم کاری و سیم. واقعیت این است که اگر این روش را نادیده بگیرید، دستگاه به سادگی لحیم نمی شود، بنابراین انجام این کار بسیار توصیه می شود. به هر حال، اگر کاربر دارای یک ایستگاه لحیم کاری باشد و نه آهن لحیم کاری، قلع کاری مورد نیاز نخواهد بود.
چگونه اتو لحیم کاری را قلع و قمع کنیم؟
- برای قلع کاری اتو لحیم کاری، یک سوهان بردارید و آن را صاف روی برش نوک آهن لحیم کاری قرار دهید. باید نوک آن را تیز کنید تا صاف، صاف و براق شود.
- نوک گرم شده باید در کلوفون و سپس در لحیم کاری (معمولا قلع) غوطه ور شود. لحیم کاری به سختی به نوک آن می چسبد، بنابراین پس از روشی که در بالا توضیح داده شد، باید نوک را به تخته ای با منشاء طبیعی وصل کنید. لازم به یادآوری است که نئوپان برای چنین اهدافی مناسب نیست.
- این دستکاری ها را باید با نوک آن تکرار کنید (غوطه ور شدن در رزین - قلع - اعمال روی تخته) تا زمانی که از لحیم کاملاً نقره ای شود و به طور یکنواخت روی آن را بپوشاند. به این کار «قلعبندی» آهن لحیم کاری میگویند. قلع کردن آهن لحیم کاری چندان دشوار نیست، بنابراین هر کاربری می تواند این روش را انجام دهد، حتی کسانی که قبلاً هرگز با لحیم کاری سروکار نداشته اند.
چگونه یک سیم را قلع و قمع کنیم؟
 پس از اینکه کاربر خود آهن لحیم کاری را قلع کرد، باید سیم را قبل از لحیم کاری قلع کند.
پس از اینکه کاربر خود آهن لحیم کاری را قلع کرد، باید سیم را قبل از لحیم کاری قلع کند.
ابتدا نیاز دارید عایق را از سیم جدا کنید. لازم است به اندازه کافی حذف شود تا در آینده فضای کافی برای لحیم کاری بعدی وجود داشته باشد. روند برداشتن عایق نیز باید تحت نظارت باشد تا متعاقباً از اتصال کوتاه جلوگیری شود.
البته قلع کردن سیم بسیار راحت تر است. واقعیت این است که در زیر عایق سیم دارای فلز خالص است، نه اکسید شده. سیم در معرض را باید در کلوفونی که قبلاً در بالا ذکر شد فرو کنید و یک نوک آهن لحیم کاری (از قبل گرم شده) روی آن قرار دهید. سپس دنبال می شود سیم را از رزین بیرون بکشید، بعد از اینکه شروع به ذوب شدن کرد و دود کرد. این روش ضروری است تا رزین مذاب سیم، یعنی قسمت تماس آن را بپوشاند. سپس باید نوک لحیم کاری را با استفاده از همان قلع، یعنی با لمس آن، با لحیم غنی کنید، پس از آن باید نوک آن را به کلوفونی که به سیم چسبیده است بیاورید.
نمی توان به این نکته اشاره نکرد که اگر سیم مسی و تمیز باشد، قلع زنی به معنای واقعی کلمه بلافاصله اتفاق می افتد. اگر بار اول قلع زنی اتفاق نیفتد، باید این روش را تکرار کنید یا از یک ماده خاص استفاده کنید - خمیر لحیم کاریکه با توجه به اینکه حتی آهن را هم می توان به کمک آن قلع کرد، دستیار بسیار موثری در لحیم کاری است.
 برای لحیم کردن دو سیم تلاش ویژهدیگر مورد نیاز نخواهد بود. شاید سخت ترین کار، روش قلع کردن یک سیم و سیم دیگر بود.
برای لحیم کردن دو سیم تلاش ویژهدیگر مورد نیاز نخواهد بود. شاید سخت ترین کار، روش قلع کردن یک سیم و سیم دیگر بود.
فرآیند لحیم کاری به خودی خود شامل این واقعیت است که شما به سادگی باید یک قسمت قلع شده یک سیم را با قسمت قلع شده سیم دیگر بیاورید. سپس باید آن را به محل تماس آنها بیاورید. نوک آهن لحیم کاری داغ، که ابتدا باید با لحیم کاری غنی می شد. لحیم کاری باید قسمت های قلع شده سیم های لحیم کاری شده را به خوبی و محکم بپوشاند. این امر توسط رزین که به طور مفیدی در این فرآیند نقش دارد، تسهیل می شود.
هنگامی که سیم ها در لحیم مذاب قرار گرفتند، باید سعی کنید از هرگونه حرکتی اجتناب کنید تا لحیم کاری موفقیت آمیز باشد. همچنین می توانید به آرامی در محلی که لحیم ذوب شده است باد کنید تا زمانی که از براق به تیره شود که نشان دهنده سخت شدن لحیم است.
اساساً همین است. کاربر می تواند به کار انجام شده افتخار کند، به خصوص اگر این اولین لحیم کاری او باشد، و او همه چیز را به درستی انجام داده است، به دنبال نکاتی که در بالا توضیح داده شد.
سیم ها را از لحیم خارج کنیداتفاقاً امکان پذیر نیز به نظر می رسد. اگر کاربر به طور ناگهانی نیاز به لحیم کردن دو سیم داشته باشد، فقط باید همان روش را دنبال کند روش معکوس. فقط باید محل لحیم کاری را با نوک آهن لحیم کاری داغ گرم کنید. شما باید نوک را به محل اتصال سیم ها بیاورید و لحیم کاری سخت شده را ذوب کنید. پس از ذوب شدن لحیم، می توان به سادگی سیم های لحیم کاری قبلی را جدا کرد. به هر حال، نباید فراموش کنیم که در هنگام لحیم کاری، نوک آهن لحیم کاری نیز باید در رزین باشد.
نتیجه گیری
لحیم کاری سیم ها سخت به نظر نمی رسد. حتی یک کاربر کاملاً بی تجربه می تواند این روش را بدون هیچ مشکل جدی انجام دهد. ممکن است به نظر برسد که این روش چندان آسان نیست، اما اساساً چنین افکاری به دلیل نیاز به قلع کردن نوک آهن لحیم کاری و سیم ها به وجود می آیند. خودم فرآیند قلع زنی به هیچ وجه پیچیده نیست، اما همه این دستکاری ها می توانند به سادگی خسته کننده باشند، به خصوص اگر کاربر اصلاً تجربه ای نداشته باشد.
لازم به یادآوری است که انتخاب آهن لحیم کاری باید مطابق با نیاز کاربر انجام شود. باید بدانید که عملیات های مختلف به دستگاه هایی با قدرت های متفاوت نیاز دارند. همانطور که در بالا ذکر شد، آهن لحیم کاری در محدوده 15 تا 30 وات بسیار ضعیف هستند و فقط در کاربردهای لحیم کاری کم به سبک قابل استفاده هستند. علاوه بر این، حتی لحیم کاری ساده سیم ها از تجهیزات صوتی برای چنین دستگاه هایی یک کار گزاف خواهد بود. توصیه می شود از آهن لحیم کاری با توان از 40 وات
سوال احمقانه ای به نظر می رسد. نوک را در کلوفون فرو کردم، لحیم کاری را روی نوک آن گذاشتم و تماس های قسمتی را که باید لحیم شود، لمس کردم. در واقع انجام این کار به مهارت های خاصی نیاز دارد که با تجربه همراه است. در غیر این صورت، چگونه می توان تفاوت در کیفیت لحیم کاری را توضیح داد توسط اساتید مختلف?
گم نشو
لحیم کاری منجمد دارای سایه مات است، سطح آن اسفنجی است و پخش ناهموار است. با کمی نیرو می توانید چسب را بشکنید.
دلایل اصلی:
- دمای ناکافی در حین لحیم کاری. یا آهن لحیم کاری به مقدار لازم گرم نمی شود (شما باید دمای ذوب لحیم کاری را بدانید)، یا قطعاتی که در حال لحیم کاری هستند ظرفیت حرارتی بسیار بالایی دارند و برعکس، آهن لحیم کاری، کم قدرتو توده ای از نیش;
- لحیم نسوز، که باید با گرمتر استفاده شود.
- تماس ها قبل از سخت شدن لحیم جابجا شدند.
- قلع گرم شده را روی سطح سرد بمالید.
عواقب:
- به دلیل نفوذ هوا بین قطعات، به مرور زمان در داخل اتصال خوردگی ایجاد می شود.
- به دلیل خیس شدن ضعیف کنتاکت ها با لحیم کاری، اتصال از مقاومت الکتریکی بالایی برخوردار است. این منجر به نقص یا از دست دادن کامل تماس می شود.
- قدرت لحیم کاری کم قسمت لحیم شده ممکن است بیفتد.
- در جریان های زیاد، جرقه ممکن است رخ دهد، همراه با گرمایش با تمام عواقب ناشی از آن، از جمله آتش سوزی.
نورد لحیم کاری
قطعات لحیم کاری شبیه قطرات جیوه هستند، هیچ چسبندگی به ناحیه لحیم کاری وجود ندارد. قلع به فضای خالی بین قطعات در حال لحیم کاری نشت نمی کند. اتصال به راحتی قطع می شود.

دلایل اصلی:
- تمیز کردن ناکافی قطعاتی که باید به هم متصل شوند. لایه اکسید از پخش شدن لحیم روی سطح و نفوذ به داخل شکاف ها جلوگیری می کند.
- درمان شار ضعیف سطوح تمیز نشده چسبندگی ضعیفی دارند، در نتیجه قلع به فلزات دیگر متصل نمی شود.
- نام تجاری شار با فلزی که توسط لحیم کاری به هم وصل می شود مطابقت ندارد.
عواقب:
- عملاً هیچ تماسی در محل لحیم کاری وجود ندارد.
- اتصال با کوچکترین ضربه مکانیکی قطع می شود.
- رطوبت بین لحیم کاری و فلز قرار می گیرد و باعث خوردگی می شود.
بیش از حد گرم شود
آسیب حرارتی در اطراف ناحیه لحیم کاری قابل مشاهده است - زغال لاک، عایق سیم پیچ خورده، پلاستیک ذوب شده محفظه اجزای رادیویی.

- درجه حرارت و قدرت آهن لحیم کاری بیش از حد مورد نیاز برای این نوع لحیم کاری است.
- قرار گرفتن بیش از حد نیش در محل کار؛
- برای اتصال قطعات با مقاومت دمای پایین، لحیم کاری بسیار نسوز انتخاب شد.
عواقب:
- ذوب شدن عایق سیم ها را در معرض دید قرار می دهد و اتصال را ناامن می کند.
- تخریب حرارتی می تواند آثار رسانا روی برد مدار را از بین ببرد.
- قطعات رادیویی بیش از حد گرم شده ویژگی های خود را تغییر می دهند یا از کار می افتند.
- ناحیه لحیم کاری ظاهری نامرتب دارد.
آسیب شیمیایی در محل لحیم کاری
آسیب خوردگی شدید در اطراف لحیم قابل مشاهده است، سیم مسیپوشیده از پودر اکسید سبز
- یک شار تهاجمی (به عنوان مثال، اسیدی) انتخاب شده است که با نوع ماده لحیم کاری مطابقت ندارد.
- پس از اتمام کار شستشو انجام نشد.
عواقب:
- تخریب سطح اطراف ناحیه لحیم کاری؛
- خوردگی پنهان در نهایت نابود خواهد شد هادی فلزیبا از دست دادن تماس
برای به حداقل رساندن خطاها هنگام کار با آهن لحیم کاری، مقاله ما نحوه استفاده صحیح از آن را به شما می گوید.
چگونه به سرعت لحیم کاری را یاد بگیریم
انتخاب تجهیزات
برای تسلط بر اصول اولیه لحیم کاری، به یک آهن لحیم کاری با نوک مسی 40 تا 60 وات، پایه، فلاکس (کلوفون بهترین است) و لحیم کاری نیاز دارید.

شما نباید به دنبال وسایل سرامیکی گران قیمت باشید و ایستگاه های لحیم کاری. یک مجموعه پایه برای آموزش کاملا مناسب است. و موچین را فراموش نکنید.
مهم! پس از تسلط بر اصول اولیه لحیم کاری، مشخص می شود که مجموعه آموزشی برای 90٪ مناسب است. مشق شببا آهن لحیم کاری
بسیاری از آماتورهای رادیویی پیشرفته برای چندین دهه از آهن لحیم کاری شوروی بدون تنظیم کننده استفاده می کنند.

و کیفیت لحیم کاری می تواند باعث حسادت صاحب یک ایستگاه لحیم کاری مجهز به آخرین فناوری شود.
آموزش
چند تکه سیم را برش دهید بخش های مختلفو هر وسیله برقی خراب (رادیو ترانزیستوری یا ضبط کاست) را پیدا کنید. این مجموعه یک زمین تمرین عالی می سازد. قطعات رادیویی را از لحیم خارج کرده و دوباره روی مدار قرار دهید، سیم ها را با و بدون پیچش وصل کنید. بهترین ابزار یادگیری، تمرین مستقل بر روی اجزایی است که از خراب کردن آن ها بدتان نمی آید.
ترتیب دهی
برای اتصال فوری دو قسمت با لحیم کاری عجله نکنید. ابتدا نحوه جدا کردن سیم و پد روی برد مدار را یاد بگیرید. سپس قلع کشی سیم جدا شده را تمرین کنید. سعی کنید یک قطعه رادیویی دو و سپس سه تماسی (مثلاً یک ترانزیستور) را از برد جدا کنید. و تنها پس از آن سعی کنید به طور کامل لحیم کاری کنید.
قانون اصلی را به خاطر بسپارید - ابتدا محل لحیم کاری را گرم کنید، سپس لحیم کاری را به آن اضافه کنید.
زمان گرم کردن و زمان لحیم کاری اصلی نباید بیش از 2-3 ثانیه باشد. وقتی به این مسلط شدی فاصله زمانی- خود را حرفه ای بدانید
مهم! لحیم کاری با کیفیت بالا برای چنین قیمتی مدت کوتاهیفقط با انتخاب صحیحقدرت لحیم کاری و نوع لحیم کاری شار.
انتقال حرارت صحیح
بسیاری از آماتورهای رادیویی تازه کار با لمس قسمت فقط با نوک نوک تیز لحیم کاری می کنند. این یک اشتباه رایج بر اساس ترس از داغ شدن بیش از حد قطعه رادیویی است. ناحیه لمس باید تا حد امکان بزرگ باشد.
سپس تبادل حرارت سریعتر اتفاق می افتد و زمان گرم شدن مرتبه کمتری خواهد داشت. بخش به سادگی زمان گرم شدن نخواهد داشت.
آموزش لحیم کاری صحیح با آهن لحیم کاری و رزین
اکثریت قریب به اتفاق کنتاکت ها مس هستند یا از آلیاژهای مبتنی بر مس ساخته شده اند. شارهای تهاجمی اثر مخربی روی این مواد دارند، بنابراین یا باید پس از لحیم کاری کاملاً شسته شوند یا از کلوفون کاج استفاده کنید.

این نوع شار حاوی مواد افزودنی شیمیایی تهاجمی و مصنوعی نیست که دود ناشی از آن برای چشم ها خورنده است. کلوفون کاج یک محصول طبیعی است که به شکل طبیعی تولید می شود. استثنا محلول های الکلی است که می تواند در خانه تهیه شود. برای انجام این کار، رزین خرد شده در الکل رقیق می شود تا به قوام مورد نظر برسد.
تنها اشکال این شار این است که هنگام کار با رزین، رسوبات کربن باقی می مانند. هم روی قطعات و هم روی آهن لحیم کاری. بعد از اتمام کار، لحیم کاری را با یک اسفنج مرطوب یا یک برس فلزی ظریف ساخته شده از تراشه تمیز کنید و قطعات را با الکل ایزوپروپیل بشویید.
لحیم کاری با رزین بسیار ساده است. قسمتی که به درستی تمیز شده است به یک شیشه فلاکس آورده می شود، تماس در مخلوط غوطه ور می شود و سپس قلع کاری انجام می شود.

رزین با استفاده از آهن لحیم کاری به برد مدار منتقل می شود. به سرعت نیش را در شیشه فرو کنید، بلافاصله مخلوط را روی آن بمالید صفحه تماس. سپس دوباره قلع کاری انجام می شود.
پس از آن، باید محل لحیم کاری را گرم کنید، نوک نوک را در رزین فرو کنید و بلافاصله لحیم کاری را روی آن اعمال کنید. و بدون اتلاف لحظه شروع به لحیم کاری در جای خود کنید. اگر رزین را روی نوک آهن لحیم بگذارید، به سادگی می سوزد و به سرباره تبدیل می شود. بنابراین هنگام کار با این نوع شار سرعت بالا مهم است.
مهم! نیازی به برگزاری مسابقات در لحیم کاری پرسرعت با رزین نیست.
با گذشت زمان، مهارت ظاهر می شود و تمام دنباله حرکات را با چشمان بسته تکرار می کنید.
اتصال به فلزات دیگر
اصولاً هنگام لحیم کاری با مس یا آلیاژهای آن سروکار دارند. این ماده آشنا است، تقریباً با هر شار به راحتی از اکسیدها تمیز می شود و چسبندگی عالی دارد.
بنابراین، یک آماتور رادیویی که عادت به کار با فلز قرمز دارد، یک سوال دارد: چگونه آلومینیوم را لحیم کاری کنیم؟ در اصل، همان مس، فقط با فلاکس های دیگر.

مشکل فلز بالدار این است که پس از تمیز کردن بلافاصله با اکسیدهایی پوشانده می شود که لحیم کاری به آن نمی چسبد. با این حال، ابتدا باید ناحیه لحیم کاری را تمیز کنید به صورت مکانیکیبه عنوان مثال، با کاغذ سنباده خوب. بلافاصله یک فیلم اکسید جدید ظاهر می شود، اما می توانید از قبل با یک آهن لحیم کاری روی آن کار کنید.
سپس محل اتصال قطعات با شار خاصی درمان می شود.
این کار باید در اسرع وقت انجام شود. سپس قلع کاری با استفاده از شار انجام می شود و سطح را با نوک آهن لحیم کاری با لحیم جمع آوری شده به شدت مالش می دهند. بهتر است آهن لحیم کاری با قدرت بالاتر انتخاب شود. پس از آن بخش جدیدی از شار اضافه می شود و لحیم کاری به روش سنتی انجام می شود.
سولفات مس
یک روش نسبتاً غیرمعمول، اما برای استفاده در خانه در دسترس است. چند قطره را به محل لحیم کاری بچکانید سولفات مس. سیم منفی باتری 5-6 ولتی به بلنک آلومینیومی متصل است.
سیم مثبت به سیم مسی، در انتها صاف شده است. انتهای صاف روی سطح لحیم کاری فشار داده می شود (با یک قطره ویتریول)، پس از مدت کوتاهی یک نقطه مسی در آنجا وجود خواهد داشت. سپس مانند یک شمش مسی معمولی لحیم کاری می کنیم.
لحیم کاری برای بدلیجات
استفاده تا حدودی عجیب و غریب از یک ابزار تخصصی، اما با این وجود تقاضا.

این حتی یک آهن لحیم کاری نیست، بلکه - یک عنصر گرمایش. راه های زیادی برای چسباندن بدلیجات به پارچه وجود دارد. از جمله تنظیم حرارت. به طور دقیق تر - چسب ذوب داغ. لازم است بدلیجات را به پارچه فشار دهید و آن را به شدت اما به سرعت گرم کنید. فن آوری بسیار ساده است - ما کریستال را در جای خود نصب می کنیم، نازل مربوطه را در آهن لحیم کاری قرار می دهیم و آن را به بدلیجات فشار می دهیم. بعد از چند ثانیه چسب نرم شده و به پارچه نفوذ می کند. پس از خنک شدن، اتصال بسیار قوی است.
اغلب برای لحیم کاری بردهای مدار چاپیدر محصولات مهندسی رادیو و لوازم خانگیآنها ترجیح می دهند از رزین معمولی کاج استفاده کنند، اما می توان آن را با اجزای دیگر جایگزین کرد. هنگامی که مذاب می شود، باعث پخش شدن لحیم قلع در امتداد آثار مسی تخته می شود. این به شما امکان می دهد تا به طور قابل اعتماد پایه های اجزای رادیویی و انتهای آن را لحیم کنید سیم های اتصال. Rosin به شما اجازه می دهد تا به طور موثر محصولات مس، قلع و نقره را لحیم کنید. برای لحیم کاری آهن گالوانیزه و ضد زنگ، رادیاتور، سطل، تابه، آلیاژهای مختلف، برنج و سایر فلزات می توان از محلول های اسیدی استفاده کرد.
بطری با محلول اسید برای لحیم کاری فلزات
محلول های اسیدی
مهم است که محلول اسید مناسب را انتخاب کنید. بستگی به نوع فلزی دارد که قطعات از آن ساخته شده اند. این می تواند یک رادیاتور آلومینیومی یا مسی، یک کتری که نیاز به لحیم کاری دارد، مس، برنج یا آهن سقفی باشد:
- آهن گالوانیزه شده.مکان هایی که لحیم کاری لازم است با محلول اسیدی که به درستی (کلرات روی) نامیده می شود، درمان می شوند. این ترکیب را می توان در فروشگاه های تخصصی خریداری کرد، ساده ترین راه تهیه آن است.
100 میلی لیتر برای این کار کافی است اسید هیدروکلریکتکههای روی را که میتوان از بدنه باتریهای AA جدا کرد، بریزید. پس از پایان واکنش شیمیایی، روی حل می شود و آزاد می شود تعداد زیادی ازهیدروژن
انجام این فرآیند در یک منطقه با تهویه مناسب، بدون شعله باز صحیح است.
پس از خنک شدن و ته نشین شدن محلول، قسمت زرد شفاف بالایی را درون یک تمیز ریخته می شود ظروف شیشه ای. لجن به زمین ریخته می شود، به فاضلاب با لوله های فلزیتوصیه نمیشود. اسید می تواند به لوله ها و آب بندی ها آسیب برساند. قسمت باقی مانده از محلول برای پردازش سقف آهن گالوانیزه آماده است.

نحوه لحیم کاری ورق های آهن سقفی
- فولاد ضد زنگ. قبل از لحیم کاری، سطح با اسید فسفریک تمیز و درمان می شود که حاوی عناصر زیر است:
- تا 50٪ کلرید روی؛
- آمونیاک تا 0.5٪؛
- در آب با غلظت pH 2.9٪ حل می شود.

اسید فسفریک برای لحیم کاری به عنوان شار و برای تمیز کردن فلز از زنگ زدگی استفاده می شود.
محلول می تواند شفاف، زرد روشن یا بی رنگ باشد، وقتی تا دمای 213 درجه سانتیگراد گرم شود، به H 4 P 2 O 7 (اسید پیروفسفریک) تبدیل می شود که سطح فلزات را از بین می برد. ترکیب، فیلم اکسید را حل می کند فلزات مختلفو آلیاژها:
- فولاد ضد زنگ؛
- برنج؛
- آلیاژهای نیکل؛
- آلیاژهای مس؛
- آلیاژهای فلزات کربن و فولاد کم آلیاژ.
کاربرد اسیدها
برای لحیم کاری سخت افزار(لوله ها، رادیاتور، سطل، تابه)، سطح المنت ها با استفاده از یک فایل یا سمباده. محلول اسیدی را با یک برس روی نواحی تمیز شده اعمال می شود و پس از آن سطح با آهن لحیم کاری ذوب می شود تا زمانی که حالت مایعلحیم کاری
لحیم مایع مناطق تمیز شده را هنگام جوشاندن، شار اسیدی به سطح می آید. هنگامی که لحیم کاری سخت می شود، عناصر لحیم کاری به طور ایمن و هرمتیک ثابت می شوند.
می توانید با یک آهن لحیم کاری قدرتمند یا شعله باز از مشعل گاز لحیم کاری کنید. می تواند به کار رود منابع مختلفگرما بسته به مساحت سطح گرم شده و دمای ذوب لحیم کاری.
بقایای شار اسید با آب، ترجیحاً محلول صابونی و قلیایی شسته می شوند، این از خوردگی بیشتر فلز جلوگیری می کند.

عناصر فولادی ضد زنگ ماشینکاری و لحیم کاری شده
اسید می تواند به پوست و بافت ماهیچه ای آسیب برساند و استنشاق بخارات می تواند به اندام های تنفسی آسیب برساند. هنگام تماس با هوا، اسید هیدروکلریک وارد می شود واکنش شیمیایی، دود بالای ظرف باز قابل مشاهده است. برای عملکرد صحیح در این شرایط، از عینک ایمنی، دستکش لاستیکی، ماسک گاز یا ماسک تنفسی استفاده کنید.
اگر محلول روی پوست قرار گرفت، این ناحیه از بدن را با محلول قلیایی 6 درصد یا صابون ساده. لحیم کردن بردهای مدار رادیویی با شارهای حاوی اسید توصیه نمی شود. اجزای اسیدی به سختی شسته می شوند و به تجزیه مسیرهای مسی کمک می کنند. بهتر است آنها را جایگزین کنید.
محلول های اسید لحیم کاری باید به درستی در ظروف ساخته شده از مواد زیر ذخیره شوند:
- شیشه؛
- سرامیک؛
- ظروف چینی؛
- فلوروپلاستیک
چنین ظروفی با اسید واکنش نشان نمی دهند.
لحیم کاری بدون آهن لحیم کاری
که در شرایط زندگیاگر آهن لحیم کاری ندارید، می توانید سیم های مسی تا قطر 2 میلی متر را لحیم کنید. برای لحیم کاری رادیاتورها و ظروف، از لحیم کاری، بادگیر مخصوص، مشعل های گازسوز، از آنجایی که مس میله آهن لحیم کاری قادر به گرم شدن نیست منطقه بزرگسطوح چندین راه وجود دارد:
- قلع و لحیم کاری سیم در لحیم مذاب. سیم ابتدا گرم می شود، روی یک تکه رزین اعمال می شود، ذوب می شود و به طور یکنواخت روی سطح اتصال پخش می شود. سیم پیچ خورده و در یک قوطی حلبی روی آتش میچرخد و میتوان آن را با یک دمنده گرم کرد. برای لحیم کاری پیچ، توصیه می شود آن را تا 1 دقیقه در قالب در حال جوش نگه دارید. سیم های مسی گرم می شوند و آلیاژ تمام شکاف های بین سیم های پیچ خورده را پر می کند. به این ترتیب می توانید لحیم کاری کنید قطعات کوچکاز مس، برنج و آلیاژهای دیگر.

سیم مسی قلع و لحیم شده
- سیم لحیم کاری در ترانشه. سیمهای تابیده شده در یک لوله آلومینیومی 2 تا 3 سانتیمتری به قطر 0.5 تا 1 سانتیمتر قرار میگیرند که از طول اره شده است. قسمت بالایی با مخلوطی از براده های ریز لحیم کاری و گرد و غبار رزین پر شده است، از پایین این ساختار با فندک، شمع یا کوچک گرم می شود. مشعل دمنده.

گرم کردن لحیم با یک مشعل دمنده (مشعل)
این مخلوط ذوب می شود و تمام اتصالات سیم را کاملاً می پوشاند. پس از سخت شدن، ناودان آلومینیومی برداشته شده و محل اتصال عایق بندی می شود.
براده های لحیم کاری را می توان با سوهان درشت تیز کرد.
- سیم مسی نازکتا 0.75 میلی متر را می توان روی فویل آلومینیومی قرار داد، در مخلوطی از کلوفون و براده های قلع ریخته، محکم بپیچید و به مدت 3-4 دقیقه حرارت دهید. لحیم کاری به طور مساوی تمام عناصر را در محل لحیم کاری پر می کند، فویل را می توان برداشت و دور انداخت.
طرز تهیه خمیر لحیم کاری
خمیر لحیم کاری در فروشگاه های قطعات رادیویی به فروش می رسد اما می توانید خودتان آن را تهیه کنید. 12 میلی لیتر به 32 میلی لیتر اسید هیدروکلریک اضافه کنید آب معمولی، سپس قطعات روی - 8.1 گرم ظروف میناکاری شده برای این استفاده می شود.
پس از اتمام واکنش انحلال، قلع - 8.7 گرم به ترکیب اضافه می شود، هنگامی که واکنش انحلال دوم کامل شد، آب به حالت خمیری مانند تبخیر می شود. خمیر به یک ظرف چینی منتقل می شود و در آنجا پودر ریخته می شود که حاوی:
- سرب - 7.4 گرم؛
- قلع - 14.8 گرم؛
- آمونیاک خشک - 7.5 گرم؛
- روی - 29.6 گرم؛
- کلوفون - 9.4 گرم.
این خمیر را با 10 میلی لیتر گلیسیرین مخلوط کرده و حرارت داده و هم می زنند.
نحوه لحیم کردن صحیح، دنباله اقدامات:
- قطعات در محل لحیم کاری تمیز می شوند، سیم ها پیچیده می شوند.
- خمیر با یک برس در یک لایه نازک اعمال می شود.
- سطح لحیم کاری با فندک پلاسما، مشعل، شمع یا قرص الکلی یا حتی با کبریت یا روی آتش تا زمانی که خمیر ذوب شود، گرم می شود.
- پس از ذوب، عناصر لحیم کاری از منبع گرما خارج می شوند و لحیم کاری سخت می شود.
خمیر در مواقعی که نیاز به لحیم کاری سیم مسی، قطعات کوچک از آلیاژهای بر پایه مس، برنج مانند رادیاتور، سماور و سایر محصولات باشد، بسیار موثر است.
ظروف لحیم کاری
سطل ها و تابه هایی با سوراخ هایی با قطر بیش از 5-7 میلی متر توصیه می شود بدون استفاده از آهن لحیم کاری با لحیم کاری POS-60 لحیم کاری شوند. مکان های نشتی روی ظروف را می توان با اطمینان لحیم کاری کرد. برای این کار سوراخ ها را با سمباده از داخل ظرف به دقت تمیز می کنند. به سوراخ در امتداد لبه ها شکل مخروطی داده می شود ، مناطق تمیز شده با محلول اسید لحیم کاری با قلم مو درمان می شوند.
برای جلوگیری از نشت لحیم از خارج از، همه چیز پایین است یا مکان های جداگانهدر جایی که سوراخ ها نیاز به لحیم کاری دارند، آنها را با صفحات نازک حلبی بپوشانید. با داخلپودر لحیم کاری و رزین در سوراخ های تمیز شده ریخته می شود. نواحی لحیم کاری روی آتش باز گرم می شوند تا زمانی که لحیم کاری ذوب شود و تمام شکاف ها را پر کند.
برای رادیاتورها، لحیم کاری و لحیم کاری از بیرون انجام می شود. برای جلوگیری از نشت لحیم در داخل، سوراخ را با صفحه ای از قلع، آهن گالوانیزه می پوشانند یا می توان آن را با مس یا برنج جایگزین کرد. انتخاب بستگی به ماده ای دارد که رادیاتور از آن ساخته شده است. فلزات و آلیاژهای همگن که از نظر ترکیب مشابه هستند، لحیم کاری آسان تر هستند.
پس از اتمام فرآیند لحیم کاری رادیاتور، داخلی و سطح بیرونیبه طور کامل با محلول قلیایی و صابونی شسته شود تا اثر اجزای اسیدی روی فلز از بین برود.

بطری با شار برای لحیم کاری آلومینیوم
در صورت لزوم لحیم کاری قطعات آلومینیومی از لحیم کاری های مخصوص استفاده می شود:
- مخلوط 4:1 قلع و روی؛
- مخلوط 30:1 از قلع و بیسموت؛
- قلع و پودر آلومینیوم 99:1.
ترتیب عملیات سطحی مانند تهیه ظروف آهنی است. برای لحیم کاری درست آلومینیوم، رزین به پودر اضافه می شود، اما نقطه ذوب باید بالای 500 درجه سانتیگراد باشد. توصیه می شود لحیم کاری را در سوراخ با استفاده از نوک آهن لحیم کاری نازک هم بزنید.
خمیر لحیم کاری PCB
ترکیب آن با خمیری که برای لحیم کاری بدون آهن لحیم کاری استفاده می شود تفاوت چندانی ندارد.
- قلع - 14.8 گرم؛
- کلوفون - 4 گرم؛
- گرد و غبار روی - 738 گرم؛
- پودر سرب - 7.4 گرم.
برای قوام خمیری، دی اتیل اتر را اضافه کنید - 10 میلی لیتر، می توان آن را جایگزین کرد، از گلیسیرین - 14 میلی لیتر استفاده کنید.
ترتیب لحیم کاری:
- پاها و مسیرهای برد مدار چاپی تمیز می شوند.
- برای لحیم کاری، پایه های قطعات در سوراخ های تخته قرار می گیرند.
- مکان هایی که لازم است روی تخته لحیم کاری انجام شود با خمیر روغن کاری می شوند.
- خمیر با یک آهن لحیم کاری گرم می شود تا زمانی که ذوب شود.
- لحیم پخش می شود و سخت می شود و قابل اعتماد است تماس الکتریکیقطعات با تراک های برد مدار چاپی.
درس لحیم کاری. ویدئو
با دیدن این ویدیو می توانید نحوه صحیح لحیم کاری را یاد بگیرید.
از اطلاعات فوق چنین استنباط می شود که در صورت تمایل و وجود مواد خاصی در خانه، می توانید لحیم کاری کنید راه های مختلف، دستیابی به چسباندن قطعات با کیفیت بالا و محکم بودن ظروف.

لحیم کاری لوله های مسیبا استفاده از مشعل
شما می توانید تقریبا تمام فلزات، آلیاژها، آلومینیوم، برنج، مس، سیم ها را با یا بدون آهن لحیم کاری لحیم کاری کنید. مدارهای الکتریکیبرای اهداف مختلف، ظروف فلزی، محفظه رادیاتور و سایر اقلام تجهیزات.