Kai žmogus imasi įsirengti savo būstą, jis natūraliai stengiasi viską padaryti pagal aukščiausius standartus. Tuo pačiu metu yra tik du būdai įgyvendinti sumanytas idėjas: darbus atlikti samdomiems profesionalams arba viską išskirtinai padaryti patiems. Be to, antrasis variantas yra ne tik bandymas sutaupyti specialistų paslaugoms. Yra žmonių, kurie tiki, reikia pastebėti dažnai labai teisingai, kad tik žmogus savo rankomis gali puikiai atlikti darbą. Ir net jei principą „viską darau pats“ diktuoja vien finansiniai sumetimai, tai nieko blogo. Be to, žmonės, kurie atlieka sudėtingą ir aukštųjų technologijų darbą, reikalauja pagarbos. Kaip pavyzdį galima laikyti varinių vamzdžių litavimą. Belieka tik pridurti, kad šios temos aktualumą padiktuoja didžiulis varinių vamzdynų populiarumas įrengiant vandentiekio ar šildymo sistemas.
Šiek tiek teorijos prieš pradedant darbą
Pirmiausia verta paminėti, kad nuomonė, kad variniai vamzdynai yra pernelyg brangūs vidutiniam namų savininkui, yra labai perdėta. Taip, varinių ryšių negalima skambinti biudžeto variantas, lyginant su PVC vamzdžiai, bet kita vertus, jei atsižvelgsime į jungčių stiprumo charakteristikas ir patikimumą, palyginimas tikrai bus vario naudai.
Taigi, mus domina varinių vamzdžių sujungimas montuojant, tarkime, vandentiekio sistemą savarankiško įgyvendinimo požiūriu. Prieš pradėdami, turite suprasti keletą svarbių dalykų:
- Didžioji dauguma naudoja vamzdžius su 3/8" ir 3/4" skersmens sriegiais.
- Nominalus skersmuo bet kurioje situacijoje yra 3,2 mm mažesnis už išorinį skersmenį.
- Darbas gali apimti variniai vamzdžiai su skirtingo storio sienelėmis, kurios žymimos atitinkamais indeksais: K, L, M. Be to, yra šių gaminių skirstymas į kietus ir minkštus.
Skubame jus užtikrinti, kad jums nereikės pirkti nieko ypatingo ar brangaus.
Viskas ko reikia vario litavimo darbams
Standartinė varinių vamzdžių litavimo technologija apima elementų, kuriuos galite lengvai rasti savo reikmenyse, naudojimą. Na, o kraštutiniu atveju teks apsilankyti artimiausioje santechnikos parduotuvėje. Taigi, vykdyti teisingas montavimas Savo rankomis turite paruošti varinius vamzdžius:
- Lydmetalis - egzistuoja specialių strypų ar vielos pavidalu. Jo lydymosi temperatūra yra žemesnė nei vario, todėl jį galima naudoti variniams vamzdžiams sujungti kaitinant.
- Plieninis šepetys - jo funkcinė paskirtis yra valyti vamzdžius iš išorės ir jungiamąsias detales iš vidaus ruošiant litavimui. Kaip alternatyvą galima naudoti smulkiagrūdį švitrinį popierių, tačiau šiuo atveju procesas bus daug darbo reikalaujantis.
- Litavimo srautas – vamzdžių ir jungiamųjų detalių dengimas ruošiant litavimą.
- Šepetėlis – tepamas flux pasta.
- Šlifavimas – paviršių valymas.
- Mažas propano degiklis garams su suvirinimo perjungimo mechanizmu. Jis naudojamas vamzdžių ir jungiamųjų detalių šildymui sujungimo proceso metu.
- Karščiui atspari tarpinė.
- Varinis vamzdis.
- Montavimas.
Iš aukščiau pateikto sąrašo konkretiausias elementas yra dujų degiklis. Šiuolaikinė rinka siūlo jų įvairiausių variantų: paprastų, su pjezo uždegimu, skirta skirtingi tipai dujų kasetės.
Varinių vamzdžių litavimas kietuoju lydmetaliu yra alternatyvus būdas vamzdžių jungtys, užtikrinančios didelį siūlės stiprumą. Kaip priedai naudojami litavimo lydiniai BCuP arba BAg. Jie užtikrina litavimo jungties patikimumą. Tačiau, anot SNiP, tokio lydmetalio pirmiausia reikia taisant šaldymo įrangą ar oro kondicionierius, o komunikacijoms pakanka naudoti minkštą lydmetalą, pavyzdžiui, skardą.
Darbas bus atliktas kuo efektyviau, jei po ranka turėsite nebrangų, pavyzdžiui, lenkų gamybos degiklį, bet su pjezo uždegimu. Įsigyti firminį modelį, bet be šios funkcijos, yra klaida.
Minkšto litavimo algoritmas
Šepečiu nuvalykite jungties vidų. Tada, naudojant švitrinį popierių, jis įgauna gražų vario blizgesį. išorinis paviršius. Po to flux pasta teptuku užtepama tiek išorėje, tiek viduje siūlių, kurios vėliau įterpiamos viena į kitą.
Lydmetalis tepamas išilgai jungčių kraštų. Tokiu atveju nereikia apdoroti viso jungties perimetro, jei naudojate skardinį litavimą, tuomet pakanka juo apdoroti tik pusę perimetro. Alavas linkęs įsigerti į sąnarį.
Galimos klaidos lituojant:
- Prieš teisingai lituodami varinius vamzdžius, turite aiškiai suprasti, kad degiklio liepsnos temperatūra siekia 1000 ° C. Svarbu nepersistengti liepsnos epicentre esančių jungčių. Sušilti pakanka 15-20 sekundžių.
- Turime nepamiršti apie daiktų apsaugą nuo karščio toje vietoje, kur atliekamas litavimas. Ypatingas dėmesys turėtų būti skiriamas degių ir degių medžiagų pašalinimui.
- Svarbu užtikrinti tinkamą ventiliaciją darbo zona. Langai ir durys turi būti atidaryti, o prireikus galima įjungti ventiliatorių.
Lituojant vario jungtys svarbu neperkaisti sukibimo vietos
Kaip dar galite sujungti varinius elementus?
Alternatyva klasikiniam litavimui, galima sujungti varinius vamzdžius su jungiamosiomis detalėmis, kurios gali būti dviejų tipų:
- Gofruoti – pagaminti iš žalvario. Šios jungties viduje yra užspaudžiamas žiedas, užtikrinantis jungties sandarumą.
- Kapiliarinis litavimas – skiriasi vidinis skersmuo iš išorinis indikatorius 0,1-0,15 mm.
Varinių vamzdžių sujungimui vėliau gali būti naudojamas tvirtinimo būdas papildomos naudos, būtent galimybė visiškai pasveikti. Tai yra, pakeisti variniai elementai tam tikromis sąlygomis gali būti naudojami pakartotinai.
Svarbiausia saugumas
Varinių vamzdžių montavimas negali būti atliekamas įrengiant virtuvę, tai yra, norint patenkinti gėrimo poreikius. Kai varis liečiasi su chloru, esančiu vanduo iš čiaupo, susidaro kenksmingi organizmui junginiai. Jeigu mes kalbame apie Tokiam vandens tiekimo šaltiniui, kaip ir šuliniui, nėra jokių apribojimų.
Tokios gražios tvarkingos siūlės turėtų būti rezultatas.
Galutinis varinių vamzdžių litavimo rezultatas – sandari, graži siūlė, tačiau jos patikimumą reikia patikrinti. Jei litavimas buvo atliktas montuojant vandentiekio sistemą, tada jį tiesiog reikia užpildyti vandeniu, sukuriant maksimalų darbinis slėgis. Nereikia skubėti, reikia leisti siūlei visiškai atvėsti, kitaip dėl staigaus temperatūros pasikeitimo ji tiesiog įtrūks.
Kiekvienas tipas Statybinė medžiaga reikalauja individualus požiūris apdorojimo metu. Dažnai prireikia profesionalų paslaugų, kurios nėra pigios. Bet jei turite tam tikrų įgūdžių ir įvaldysite pagrindus, galite daug ką nuveikti patys. Pavyzdžiui, varinių vamzdžių litavimas savo rankomis nėra tokia sudėtinga užduotis, kaip gali pasirodyti iš pradžių. Šiame straipsnyje bus kalbama apie būtinus tokio tipo darbo įrankius ir niuansus.
Kodėl vario
Litavimas yra vienas iš patikimiausių vamzdžių sujungimo būdų. Tai variantas, kuris bus priimtinas, jei ketinate paslėpti laidus sienoje, nesijaudindami, kad kada nors kažkas gali nutekėti ir teks daryti brangų remontą. Štai keletas vario naudojimo pranašumų:
- Universalumas. Naudojimui praktiškai nėra jokių apribojimų. Tai gali būti jūsų namų vandentiekio sistema. Su jų pagalba galite organizuoti aukštos kokybės šildymo sistemą. Be kita ko, tokia medžiaga naudojama šaldymo įranga, oro kondicionieriai ir medicinos prietaisai.
- Atsparumas chlorui. Periodiškas vandens dezinfekavimas sukelia paprasto metalo sunaikinimą, ko negalima pasakyti apie varinius vamzdžius.
- Antiseptinės savybės. Dėl savo sudėties varis neleidžia vystytis bakterijoms, kurių veikla neigiamai veikia žmonių sveikatą.
- Ilgas tarnavimo laikas. Tarnavimo laikas be jokio įsikišimo gali siekti 100 metų su garantija, kad nekils jokių avarinių situacijų.
- Didelis plastiškumas. Montavimo metu medžiagai gali būti suteikta bet kokia norima forma. Norėdami tai padaryti, geriausia naudoti specialius vamzdžių lenktuvus, kurie neleidžia lenkti.
- Medžiagos ir jungiamųjų detalių prieinamumas.
- Atsparus temperatūros pokyčiams. Paskirstymas gali svyruoti nuo –100°C iki +250°C. Tuo pačiu metu metalas nepraranda savo savybių ir stiprumo.
- Atsparumas susikaupimams ir užsikimšimams. Vidinės sienelės labai lygios, todėl kietosioms dalelėms tiesiog nėra už ką susigaudyti.
- Atsparumas oksidacijai. Sąveikaujant su deguonimi, vario paviršiuje susidaro apsauginė plėvelė, kuri neleidžia vykti tolimesnėms cheminėms reakcijoms.

Paprastai viskas negali būti tobula, todėl pasirinkimas turėtų būti vertinamas atsižvelgiant į dvi medalio puses. Taip pat yra trūkumų:
- Santykinai didelė kaina. Tiesa, vertinant pinigines sąnaudas tokia medžiaga negali būti vadinama pigia, tačiau gautas rezultatas bus daug kartų pranašesnis ir daugiau nei kompensuos visas išlaidas.
- Varis yra geras laidininkas. Tai reiškia, kad visa grandinė turi būti įžeminta. Mažiausias nuotėkis elektros tinkle sukels elektros šoką vartotojams.
- Neįmanoma naudoti kaitinant garais. Tai taikoma tik tiems tipams, kuriuose naudojamas žemos temperatūros litavimo metodas.
- Kai kurie sunkumai montuojant. Norint viską atlikti efektyviai, teks priprasti ir išlaidauti didelis skaičius laikas.
- Būtinybė naudoti apsauginę rankovę. Tai daugiau savybė nei trūkumas. Toks sprendimas bus reikalingas tais atvejais, kai jį reikės priimti paslėptas laidas. Faktas yra tas, kad kai kurie statybiniai mišiniai gali būti medžiagų, kurios gerai sąveikauja su variu, todėl plonėja vamzdžių sienelės.
- Jungiant prie kitų metalų, pavyzdžiui, plieno, reikės naudoti žalvario adapterius. Tai būtina, kad nesusidarytų galvaninė pora, dėl kurios jungtis būtų sunaikinta.

Pastaba! IN Pastaruoju metu Varinis vamzdis su chromu įgyja didelį populiarumą. Jis naudojamas baldų pramonėje. Iš jo galima gaminti įvairius įmantrius stovus ir laikiklius.

Varinių vamzdžių tipai
Priklausomai nuo konkrečios paskirties, variniai vamzdžiai gali būti apdovanoti unikaliomis savybėmis. Pagal gamybos būdą jie išskiriami:
- Atkaitintas. Ši parinktis buvo sukurta projektams, kuriems reikalingas didelis plastiškumas. Pavyzdžiui, jie naudojami tiesiant freono linijas. Dažniausiai tokie gaminiai tiekiami ritiniais. Kai kuriais atžvilgiais su jais dirbti lengviau.
- Neatkaitintas. Jie turi didesnį stiprumą ir tvirtumą. Tai yra būtent tai, ko reikia norint atlaikyti sistemos slėgį ir nesikeisti.

Taip pat yra įvairių formų gaminių. Dažniausiai jie yra apvalūs, tačiau yra ir profilinių - kvadratinių ir stačiakampių. Antrasis potipis turi specifinį pritaikymą kai kurioms šaldymo ir padalijimo sistemoms. Sienelės storis gali svyruoti nuo 0,8 iki 3 mm.

Be kita ko, buvo sukurti vamzdeliai su pelekais. Jų paskirtis – greitai išsklaidyti temperatūrą, nesvarbu, ar vėsinama, ar šildoma. Negabaritinės konstrukcijos. Galima naudoti vietoj plieno ir ketaus radiatoriai. Konstrukcijos gamyba gali vykti keliais būdais:
- Valcavimo būdas. Pagrindas yra varinis vamzdis reikiamo skersmens, ant viršaus prispaudžiama aliuminio juosta. Specialiomis mašinomis ant medžiagos išspaudžiami šonkauliai.
- Išpylimo būdas. Tiesiogiai ant vamzdžio valcavimo metu susidaro nedidelė banga. Kitas žingsnis – įspausti profiliuotą aliuminio juostelę, kuri suformuoja briaunas.
- Indukcinis metodas. Abu komponentai šildomi veikiant aukšto dažnio srovei. Tada jie sujungiami, o tai veda prie jų susiliejimo.

Pastaba!Įsigydami minkštą varinį vamzdį, būtinai patikrinkite, ar galai uždaryti specialiais kamščiais. Jei taip nėra, šiukšlės gali lengvai patekti į vidų. Oro kondicionavimo sistemoms tai gali būti mirtinas faktas.
Temperatūros sąlygos

Kaip minėta aukščiau, yra du pagrindiniai vamzdžių tipai ir kiekvienas iš jų turi savo litavimo būdą:
- Esant aukštai temperatūrai. Šis metodas tinka organizuoti įvairios sistemosšildymas, įskaitant garą. Lydmetalis tokiu atveju įgauna reikiamą konsistenciją pasiekęs 900°C. Jungtys gana standžios ir atsparios įvairiems poveikiams.
- Esant žemai temperatūrai. Šiuo atveju procesas vyksta 400° arba šiek tiek žemesnėje temperatūroje. Dažniausiai naudojamas montavimo metu buitinės sistemos.
Kiekvienu atveju reikės atitinkamų komponentų ir atitikties tam tikriems reikalavimams.
Reikalingas įrankis
Norint sėkmingai užbaigti varinių vamzdžių litavimo operaciją, jums reikės įrankių ir medžiagų.

Yra keletas jų veislių. Viskas priklausys nuo to, kokiam konkrečiam litavimo būdui jis reikalingas. Kai kurie gaminiai gali turėti nedidelį nuimamą cilindrą, kiti komplektuojami su didesnėmis talpyklomis. Kietiems arba aukštos temperatūros junginiams naudojami dujų liepsnos kitimai (acetilenas-deguonis, deguonis-propanas, oras-acetilenas). Minkštiems - acetilenas-oras, oras-propanas. Kai kuriose situacijose visiškai neįmanoma naudoti aukščiau išvardytų prietaisų, todėl buvo sukurti ir specialūs elektros prietaisai. Kai kurias lydmetalių rūšis galima apdoroti įprastu plaukų džiovintuvu.

Dėl įvairių tipų parenkami lydmetalai ir naudojami įvairūs lydmetaliai. Toms sistemoms, kuriose numatomas didelis slėgis ar kitos apkrovos, būtina naudoti ugniai atsparią medžiagą. Paprastai jis gaminamas strypų pavidalu. Jo apdorojimo temperatūra yra 650–900°. Dažniausiai savo vaidmenį atlieka vario ir fosforo junginiai. Be to, į jų sudėtį pridedama papildomų priemaišų, kad būtų galima atlikti suliejimo procesą. Litavimui žemoje temperatūroje vartojimo reikmenys dažniausiai būna minkštos vielos pavidalo.

Tai speciali kompozicija, kuri sukurta siekiant palengvinti litavimo procesą. Jie taip pat skiriasi priklausomai nuo temperatūros sąlygų, kurioms jie skirti. Jie gali būti gaminami skystos arba pastos konsistencijos. Jų užduotis yra išvalyti būsimo ryšio svetainę įvairūs teršalai, neleidžiantis prasiskverbti deguoniui, kad reakcija sėkmingai baigtųsi, padidina lydmetalio sklandumą, pagerina medžiagų sukibimą viena su kita. Dažniausiai ant pakuotės nurodoma, kokiam tikslui konkretus produktas naudojamas.

Vamzdžių pjaustytuvas. Variniams gaminiams naudojami ritininiai gaminiai. Jų tikslumas yra daug didesnis nei apdorojant metaliniu pjūklu. Taip pat antruoju atveju susidarys lustai, kurie vėliau taps didele viso mechanizmo problema (tai itin svarbu oro kondicionavimo sistemoms ir šaldytuvams).

Būtina vamzdžio galui suteikti kūginę formą, taip pat pašalinti įdubas. Tai labai supaprastina pagrindinio vamzdžio ir jungiamosios detalės sujungimo procesą.
Kalibratorius. Tai yra specialus įrenginys, leidžiantis padidinti vamzdžio skersmenį iki tokio dydžio, kad antrasis vamzdis lengvai tilptų į vidų. Reikia atsiminti, kad antgalio ilgis neturi viršyti skersmens.
Įprastas šepetys. Naudojamas srautui tepti ant litavimo vietos.
Vielinis šepetys. Jo reikės išvalyti vamzdžio ir jungiamosios detalės sandūrą.
Ugniai atspari tarpinė. Leis apsaugoti sieną ar kitus daiktus suvirinant vietoje.
Variniai vamzdžiai ir jungiamosios detalės.

Saugos priemonės
Litavimo procesas apima aukštą temperatūrą ir išleidimą įvairių medžiagų medžiagos lydymosi proceso metu.

Siekiant išvengti nelaimingų atsitikimų ir žalingas poveikis ant žmogaus kūno, būtina stebėti keletą paprastos taisyklės saugumas:
- Geras oro privažiavimas. Patalpa turi būti intensyviai vėdinama. Šios sąlygos nepaisymas gali sukelti apsinuodijimą dujomis ir dūmais.
- Įranga asmeninė apsauga. Montavimo metu labai svarbu turėti pirštines, kurios neištirptų ir neužsidegtų veikiant karščiui, o tai gali sukelti rimtų nudegimų. Būtina naudoti akinius, kurie neleis smulkioms dalelėms patekti į akis pjovimo metu arba kai dėl daiktų įkaitimo išskrenda purslai. Taip pat patartina naudoti apsaugines priemones kvėpavimo takų Pavyzdžiui, respiratoriai. Jie neleis įsigerti smulkioms vario dulkėms.
- Teisingas degiklio valdymas. Uždegimas turi būti atliekamas saugiu atstumu nuo degių medžiagų. Jei naudojami atskiri didelės talpos balionai, jie turi būti išdėstyti pagal gamintojo nurodytus reikalavimus. Svarbu vengti tiesioginio poveikio saulės spinduliai ar kitų šilumos šaltinių.
Minkšto litavimo procesas

Šis metodas yra gana paprastas ir lengvai išmokstamas pradedantiesiems. Svarbu atlikti tik šiuos veiksmus:
- Pažymimas segmentas, reikalingas konkrečiai sričiai. Tokiu atveju būtina atsižvelgti į tai, kuri dalis pateks į jungiamąją armatūrą. Šis taškas yra labai svarbus, nes įgilinta dalis neturi būti per maža, nes tai neleis medžiagai gerai priglusti, tačiau ji neturi būti per didelė, kad nesusidarytų įtempiai, kurie sutrumpins tarnavimo laiką.
- Apipjaustymas atliekamas rankiniu vamzdžių pjaustytuvu.
- Kraštas kruopščiai apdirbamas, kad būtų pašalintos atbrailos ir suteiktų nuožulnią kūgio formą.
- Vamzdžio dalis, kuri pateks į jungiamąją detalę, nuvaloma švitriniu popieriumi.
- Naudojant metalinį šepetėlį arba švitrinis popierius Vidinis jungiamosios detalės paviršius nuvalomas.
- Po šio apdorojimo reikia įkišti vamzdį į jungtį ir patikrinti, ar jis pasiekia reikiamą lygį
- Naudodami įprastą šepetėlį, užtepkite ant išvalytos vamzdžio vietos ir taip pat vidinis paviršius Fliusas tepamas ant jungiamosios detalės.
- Vamzdis įkišamas į vidų, kol sustoja, tam skirta speciali pusė. Vamzdis turi būti šiek tiek pasuktas, kad srautas pasiskirstytų tolygiai.
- Naudodami skudurą pašalinkite perteklinį srautą, kuris pateko į paviršių.
- Kitas žingsnis yra šildymas. Turite pradėti nuo vamzdžio ir sklandžiai pereiti į perėjimo tašką, kur bus atliktas litavimas.
- Pasiekus tam tikrą lygį, reikia paimti lydmetalį ir paliesti jungtį. Jei jis iš karto nepradeda klijuoti, būtina tęsti šildymą.
- Svarbu vengti perkaitimo. Dėl to srautas perdegs ir prastas kontaktas su lydmetaliu.
- Kai lydmetalis pradeda tirpti, jis turi būti prispaustas prie kaklo, kad jis galėtų patekti į jungtį. Degiklio liepsna turi būti šiek tiek prieš ją, kad nuo didelio karščio ji tiesiog nenuvarvėtų ant paviršiaus.
- Horizontaliai siūlei reikia atlikti judesius iš apačios į viršų, pirmiausia iš vienos pusės, paskui iš kitos. Vertikaliam - kaip bus patogu konkrečiu atveju.
- Atvėsus, anglies nuosėdas ir srauto likučius būtina pašalinti drėgnu skudurėliu.

Pastaba! Jokiu būdu nespartinkite aušinimo proceso. Jis turėtų tęstis natūraliai. Jei to nepaisysite, siūlėje gali atsirasti mikroįtrūkimų, kurie sulaužys sandarumą.
Litavimo procesas

Šio tipo litavimas tinka vamzdžiams, kurių skersmuo didesnis nei 22 mm, taip pat kur darbinė temperatūra bus aukštesnė nei 175° C. Vamzdžio ir jungiamosios detalės paruošimo veiksmai bus tokie patys, kaip aprašyta aukščiau.
- Jungiamasis įrenginys turi būti tvirtai pritvirtintas naudojant veržlę ar kitą įrenginį. Jis turi likti nejudantis visos operacijos metu.
- Apšilimas prasideda nuo vamzdžio. Tai turėtų būti padaryta 2–3 cm atstumu nuo sąlyčio taško. Turėtumėte judėti aplink vamzdį ir link litavimo vietos. Negalite ilgai laikyti degiklio vienoje vietoje, tai gali sugadinti pradinę medžiagą.
- Naudojant vario-fosforo lydmetalą, fliuso naudoti nebūtina. Bet tai gali veikti kaip indikatorius. Galite juo padengti sąnario vietą ir pašildyti. Kai tampa skaidru, laikas pradėti veikti.
- Kai temperatūra pasieks reikiamą lygį, lydmetalis be vargo pasklis paruoštoje vietoje. Liepsna neturėtų būti nukreipta tiesiai į ją, ji turi būti nukreipta šiek tiek į priekį.
- Lydmetalio naudojimo horizontalioms ir vertikalioms jungtims taisyklės yra tokios pačios, kaip aprašyta ankstesniu atveju.
- Pasibaigus aušinimo procesui, apdorota vieta nuvaloma drėgna šluoste, kad būtų pašalintos anglies nuosėdos ir srauto likučiai.
Pastaba! Jei vamzdžio skersmuo yra 1" ar daugiau, tai gali sukelti problemų šildant litavimo vietą. Tokiu atveju reikia šildyti pačią jungiamąją detalę, o tada vamzdį ir kaklą. Be to, galite naudoti antrą degiklį, kuri palaikys pastovią vertę pašildytas.
Kai kurios klaidos

Prieš pradėdami surinkti visą sistemą, geriau pasiimti keletą vamzdžių ir jungčių, kad galėtumėte praktikuoti. Proceso metu gali atsirasti tam tikrų defektų, jų priežastys yra šios:
- Įtrūkimas siūlėje. Priežastis yra greitas aušinimas, kaip aprašyta aukščiau.
- Vamzdžio ar jungiamosios detalės deformacija. Priežastis – per ilgas apšilimas. Paprastai užtrunka apie 20 sekundžių, kol medžiaga pasiekia savo būklę.
- Prastas litavimo sukibimas. Priežastis – nepakankamas išankstinis gydymas. Labai svarbu nuimti nedidelį sluoksnį, kad tarpas tarp vamzdžio ir jungiamosios detalės būtų kelios šimtosios milimetro dalys. Tai leis jungtis patekti į vidų.
- Lenkimas sankryžoje. Priežastis ta, kad vamzdis nepakankamai įleistas į jungiamąją detalę.

Kai kuriems veiksmams reikės tam tikrų įgūdžių. Tačiau po geros treniruotės mūšyje tikrai bus lengviau. Dabar, žinodami, kaip lituoti, ir laikydamiesi pagrindinių taisyklių, tikrai pasieksite sėkmės savo darbe.
Vaizdo įrašas
Litavimo procesas aiškiai parodytas šiame vaizdo įraše:
Variniai vamzdynai naudojami įvairiose buitinėse ir pramoninėse srityse. Šią medžiagą lengva montuoti, be to, ji yra labai patvari, todėl ji ypač patraukli montuojant daugelį inžinerinės sistemos. Naudojami vamzdynai, kurių pagrindas yra varis vandens tiekimo sistemos, dujotiekiai ir naftotiekiai. Jie susideda iš kelių metaliniai elementai, reikalingas patikimas ryšys. Tai varinių vamzdžių litavimas, atliekamas su visiško atitikimo technologija, užtikrina kokybišką, hermetišką komponentų sujungimą.
Prieš lituodami varinį vamzdį savarankiškai, paruoškite reikiamus įrankius ir medžiagas. DIY remontas Tai kainuos daug pigiau nei samdyti specialistą. Turėdami nedidelį įrankių rinkinį namuose, galite gerokai sutaupyti šeimos biudžetą.
Vario gaminių savybės
Pramonėje gaminami dviejų tipų vamzdžių gaminiai, pagaminti iš vario (ne mažiau kaip 95 % pagrindinės medžiagos): atkaitinto tipo, neatkaitinti. Varinių vamzdžių litavimo technologija priklauso nuo jų tipo ir naudojama atitinkama įranga. Po formavimo atkaitinti gaminiai yra galutinai termiškai apdorojami +600-700 °C temperatūroje. Atkuria elastines savybes, taip pat pagerina jų savybes – jos gali atlaikyti užšalusio vandens slėgį.
Be to, didėjant šildymo temperatūrai, jų stiprumas pastebimai mažėja. Vario vamzdžio litavimas priklauso nuo jo fizinių savybių. Neatkaitinti gaminiai gaminami 3 ir 5 m ilgio matavimo strypuose, atkaitinti gaminiai – ritiniuose, kuriuose yra 25 arba 50 m vamzdžiai Norint teisingai lituoti varinį vamzdelį namuose, rekomenduojama žiūrėti vaizdo įrašą, kuriame paaiškinama, kaip lituoti elementas.
Litavimo technologija ir darbo etapai
Įrengdami buitines sistemas, kurios apima varinių vamzdžių litavimą kietuoju lydmetaliu, taip pat galite naudoti minkšta medžiaga. Sujungimo vieta šildoma iki +250-300 °C, todėl lydmetalis tolygiai pasiskirsto ant paviršiaus.Šiuo atveju neleidžiama ilgai laikyti medžiagos tokioje temperatūroje.
Naudojant minkštą litavimą, atsiranda kapiliarinis efektas. Lydmetalis pasiskirsto tolygiai per visą apdorotą plotą, nepriklausomai nuo jo padėties. Tarp jungiamosios detalės ir vamzdžio rekomenduojama išlaikyti ne didesnį kaip 0,1-0,15 mm tarpą. Būtent šios vertės užtikrins patikimą jungties fiksavimą naudojant litavimą.
Plačiausiai naudojama litavimo technologija, naudojant metodus, kuriuose naudojamas žemos temperatūros poveikis. Jis naudojamas montuojant šildymo ir vandentiekio sistemas, kurios eksploatuojamos iki +110 °C temperatūroje. Varinių vamzdžių litavimo procese naudojant aukštos temperatūros metodą naudojami kietieji lydmetaliai, taip pat naudojami tinkluose, skirtuose aukštam slėgiui, esant padidintoms šiluminėms apkrovoms.
Parengiamasis etapas
Visų pirmą Pradinis etapas atliekamas darbo vietos paruošimas varinių vamzdžių litavimui, taip pat reikiamų įrankių ir prietaisų išdėstymas. Būtina, kad būtų spaustukai ar pagalbiniai įtaisai. Lituojamų dalių sujungimas turi būti tvirtai prigludęs. Varinių vamzdžių litavimo kraštai turi būti apdorojami dilde, abrazyviniu arba šlifavimo popieriumi, kad susidarytų lygus kirpimas. Ši operacija atliekama su išorinis paviršius, ir su vidine vamzdžio dalimi.
Reikalingų įrankių ir medžiagų pasirinkimas
Varinių vamzdžių sujungimams atlikti reikia naudoti tam tikrą įrangą. Tai apima varinių vamzdžių lituoklį arba degiklį, atitinkamą lituoklį ir srautą, mechaninį vamzdžių pjaustytuvą, nuožulnų įtaisą, įvairias jungiamąsias dalis (jungiamąsias detales) ir pagalbinę įrangą.
Litavimui reikalingi įrankiai nėra brangūs ir juos naudojant reikia tik šiek tiek praktikos. Prieš pradedant pagrindinį darbą, norint įgyti reikiamų įgūdžių, patartina šiek tiek pasitreniruoti apie iškarpas. Tai suteiks galimybę įsisavinti technologiją su visais remonto atlikimo niuansais.

Lydmetaliai ir fliusai
Norint patikimai sujungti varinius vamzdžius, litavimui naudojamas specialus lydmetalis, taip pat srautas, skirtas jungties vietai nuriebalinti. Ši kompozicija užtikrina tvirtą ir glaudų ryšį tarp jungiamų sričių. Kasdieniniame gyvenime naudojant kietuosius ir minkštuosius lydmetalius, naudojami alavo junginiai, kurių sudėtyje yra bismuto, vario, sidabro, stibio. Junginiai su sidabru laikomi aukščiausios kokybės, tačiau jie yra brangūs.
Pagalbinės medžiagos
Varinių vamzdžių litavimas neįmanomas nenaudojant papildomų priedų. Pagrindiniai elementai yra vamzdžių pjaustytuvas arba metalinis pjūklas su metaliniu peiliuku. Norint tiksliai nustatyti gaminio padėtį, naudojama dailidės įpjova.
Kraštams valyti naudojami šepečiai, taip pat šepečiai ir šlifavimo popierius. Jo pagalba apdorojami tiek vidinis, tiek išorinis gaminio kraštai. Reikalingas koregavimas temperatūros režimas Galite naudoti plaukų džiovintuvą, nukreipdami karšto oro srovę į darbo vietą.
Litavimo procesas ir būdai
Vamzdynų sistemų remontas apima sistemos naudojimą esant šiluminėms apkrovoms iki +110 °C. Šiuo atveju elementų sujungimas atliekamas esant daug didesnėms vertėms duota vertė– +250-300 °C. Būtent lituojant varinius vamzdžius savo rankomis tam tikroje temperatūroje, jungiamosios dalys yra hermetiškai sujungtos. Pramoniniam remontui neužtenka naudoti įprastą lituoklį, todėl gamyboje naudojami dujiniai degikliai.
Pradiniame etape tvirtinami jungiami elementai, paruošiamos jų jungiamos briaunos. Po apdorojimo fliusu, jungiamos dalys yra lituojamos. Proceso pabaigoje surišimo vieta atšaldoma ir apsaugoma, kad būtų pašalintos srauto likučiai.
Priklausomai nuo technologines savybes atliekamas žematemperatūrinis detalės litavimas arba aukštatemperatūrinis eksponavimas. Šis skirtumas atsiranda naudojant terminį apdorojimą iki +250 °C arba virš šios vertės.

Kaip tinkamai lituoti varį dujiniu degikliu
Vamzdynų remontas namuose atliekamas specialiais rankiniais degikliais, kurie sukuria pakankamai aukštos temperatūros (apie +1100 ° C) oro srautą. Kokybiškas įrankis turi specialų vožtuvą liepsnos ilgiui reguliuoti, taip pat pjezo uždegimo funkciją. Pavyzdžiui, oro kondicionieriaus radiatorių lituoti tokiu įrengtu įrenginiu yra paprasta ir greita.
Naudojant pusiau profesionalius, taip pat buitiniai modeliai Turėtumėte atidžiai stebėti temperatūros rodmenis ir laiku išjungti įrenginį. Šie daiktai nėra skirti ilgalaikiam naudojimui.
Litavimo technika lituokliu
Prieš lituodami varinius vamzdžius lituokliu, nuvalykite sujungiamas vietas. Baigus apdirbimas Flux tepamas teptuku, o dalys sujungiamos. Nedidelis pasukimas leis medžiagai tolygiai paskirstyti paviršių. Varinių vamzdžių tvirtinimui naudojamas lituoklis. Sujungiamos vietos apdorojamos elektriniu lituokliu, kad lydmetalis pasiskirstytų tolygiai. Procedūros pabaigoje sujungta vieta atšaldoma ir pašalinama nuo perteklinio srauto.
Žemos temperatūros litavimas
Vario gaminių litavimas žemos temperatūros metodu atliekamas naudojant propano degiklius. Norėdami suprasti, kaip tinkamai lituoti varinius vamzdžius naudojant juos, turėtumėte susipažinti technologinis procesas. Siūlės temperatūros įkaitimas siekia apie +2500 °C. Kontaktinė sritis nuolat juda, todėl ją galima tolygiai šildyti. Kapiliarinio efekto naudojimas žymiai pagreitina procesą ir pagerina jį.
Aukštos temperatūros litavimas
Šis metodas naudojamas esant +7000–9000 °C temperatūrai. Varinių vamzdžių litavimas atliekamas dujų degikliais bet kurioje erdvinėje padėtyje. Tokiu atveju šiluma tolygiai paskirstoma visoje apdorotoje vietoje. Kai tarp jungiamų elementų yra temperatūrų skirtumas, lydmetalis juda į pagrindinį šilumos šaltinį, aplenkdamas jungiamąjį tarpą.
Suvirinto sujungimo būdo privalumai
Lituojant varinius vamzdžius savo rankomis, laikantis technologijos, sujungimas gali būti užtikrinamas dideliu patvarumu ir tvirtumu. Tuo pačiu metu jungtys yra labai prieinamos ir lengvai naudojamos. Prieš lituojant varinius vamzdžius gyvenimo sąlygos, rekomenduojama susipažinti su darbo technologija. Namuose lituotas vamzdis gali būti patikimai naudojamas dešimtmečius. Įvairių suvirinimo režimų naudojimas suteikia galimybę pasirinkti priimtinas suvirintojo jungties sąlygas.
Apsaugos priemonės
Lituojant varinius vamzdynus reikia laikytis saugos priemonių tiek naudojant elektrinius įrankius, tiek dirbant su dujų įranga. Iš anksto pasirūpinkite pagrindine gaisro gesinimo įranga ir apsauginėmis priemonėmis. Darbo vieta turi būti gerai vėdinama. Bet koks darbas turi būti atliekamas tik su tinkamais apsauginiais drabužiais.
Varinės vandentiekio sistemos montavimas panašus į bet kokios namų santechnikos sistemos, pavyzdžiui, metalo ar metalo-plastiko, montavimą. Tačiau vienas iš pagrindinių klausimų - kaip lituoti varinius vamzdžius vandens tiekimui - reikalauja išsamiai apsvarstyti.
Šiuolaikinės technologijos suteikia platų santechnikos darbų medžiagų pasirinkimą: plastiką įvairių tipų, plieno, vario. Jie išsiskiria fizines savybes, kaina, montavimo ypatybės ir pritaikymo galimybės, tačiau geriausios ar prasčiausios medžiagos įvardinti neįmanoma. Variniai vandens tiekimo vamzdžiai yra brangūs ir reikalauja daugiau dėmesio eksploatacijai, tačiau jie yra universalūs, nekenksmingi aplinkai ir patikimi, taip pat yra patogūs savarankiškai montuoti.
Šis straipsnis yra ne tik apie tai, kaip patiems lituoti varinius vamzdžius, bet ir apie tai, kaip šį procesą padaryti kuo sąmoningesnį ir profesionalesnį.
Vandentiekio vamzdžių montavimas iš varinių vamzdžių
Santechnikos montavimas mažai kuo skiriasi nuo santechnikos ar šildymo iš kitų medžiagų įrengimo.
Pirmajame etape reikalinga gerai apgalvota viso maršruto schema su gerai sukalibruotais kampais ir jungtimis. Priminsime: diagramoje turi būti nurodytas privalomas sujungimas su pagrindinio stovo vamzdžiais per rutulinius vožtuvus, apskaitos prietaisus ir papildomus išėjimus būsimam vandentiekiui.

Vandens vamzdis pagamintas iš varinių vamzdžių
Vamzdžių tipų ir dydžių pasirinkimas: atkaitintas ir neatkaitintas, su 3/8 arba 3/4 sriegiais, su skirtingo storio sienelėmis: K, L, M. Vario vamzdžio svoris, taigi ir visa vandentiekio konstrukcija kaip visuma, gali priklausyti nuo tokių detalių, tačiau visos instaliacijos esmė nepasikeis.
Varinių vamzdžių sujungimo technologijos pasirinkimas: litavimo arba įspaudžiamos jungiamosios detalės. Pasirinkimas visada priklauso nuo vartotojo, tačiau trumpai atkreipkime dėmesį: push-up jungiamųjų detalių sujungimo patikimumas nėra labai didelis.
Jį reikia nuolat stebėti, o jungiamąsias detales reikia sistemingai priveržti lituojant varį vandens vamzdžiai- reiškia ilgalaikio ir nuolatinio sandarumo užtikrinimą.
Pagrindinis skirtumas yra varinių vamzdžių sujungimo būdas naudojant minkštą lydmetalą: tam reikia tam tikrų įgūdžių ir įrangos.
Minkšto litavimo technologija
Prieš lituojant varinius vamzdžius, reikia keleto teorijos žodžių: jei litavimo procesas yra sąmoningesnis, tai daug subtilybių išaiškės darbui įsibėgėjus.
Kasdieniame gyvenime ir montuojant santechnikos sistemas butuose naudojamas vadinamasis „žematemperatūrinis“, „minkštasis“ litavimas: litavimo taškai įkaitinami iki 250-300 C, o tai leidžia ištirpti minkštam litavimui (dažniausiai skardai). Tačiau šios temperatūros taip pat pavojingos variniams vamzdžiams, todėl poveikis turi būti tikslingas ir trumpalaikis.

Minkštai lituojami variniai vandens vamzdžiai
Vamzdžių valymas prieš pat litavimą nėra paprasta estetinė manipuliacija, o privaloma sąlyga, leidžianti atsikratyti oksidacijos produktų ant metalo ir užtikrinti maksimalų medžiagų sukibimą.
Minkštojo litavimo metu atsiranda kapiliarinis efektas, kai išlydytas minkštasis lydmetalis, skirtas variniams vamzdžiams lituoti, tolygiai pasklinda per visą jungties paviršių, nepriklausomai nuo to, ar vamzdis yra horizontalioje ar vertikalioje padėtyje.
Rekomenduojamas tarpas tarp vamzdžio sienelių ir jungiamosios detalės yra griežtai nustatytas - 0,1-0,15 mm: didesnis atstumas reikalauja daugiau litavimo arba visai neduos kapiliarinio efekto, mažesnis sukels nereikalingą kliūtį lydmetaliui plisti .
Įrankiai ir medžiagos varinių vamzdžių montavimui savo rankomis
Vario vamzdžių litavimo degiklis yra pagrindinė litavimo įranga. Degiklių yra įvairių tipų, patartina rinktis dujinį degiklį su pjezo uždegimu ir antgaliu liepsnai reguliuoti.
- Varinių vamzdžių litavimo lydmetalis dažniausiai yra alavas strypų arba vielos ritinių pavidalu.
- Varinių vamzdžių litavimo srautas yra pasta, naudojama vamzdžių ir jungiamųjų detalių paviršiui padengti, kad ištirpintų oksidų plėveles ant jungiamų dalių paviršiaus, apsaugotų varį nuo oksidacijos dėl kaitinimo ir suteiktų drėgmės paviršių tuo metu, kai lydmetalis ištirpsta.
- Varinių vamzdžių pjaustytuvas – įrankis variniams vamzdžiams pjauti
vamzdžių plėtiklis variniam vamzdžiui - įrankis varinių vamzdžių skersmeniui didinti montuojant dalis viena į kitą. - Nuožulnų nuėmiklis yra įrankis, skirtas nusklembti ir pašalinti galimas atplaišas iš medžiagos.
- Jungiamosios detalės yra įvairių konfigūracijų jungiamosios detalės.
- Plieninis šepetys ir šepetys jungiamųjų detalių ir vamzdžių vidaus ir išorės valymui.

Įrankiai, reikalingi varinių vamzdžių litavimui pasidaryk pats
Varinių vamzdžių litavimo įranga nėra brangi ar išskirtinė. Tačiau norint įgyti pasitikėjimo jo naudojimo įgūdžių, reikės šiek tiek pastangų: norint suprasti technologijos ir metodų subtilybes, patartina praktikuotis su vamzdžių atraižomis.
Žingsnis po žingsnio instrukcija minkštam varinių vamzdžių litavimui
Tai svarbu: vamzdžio kraštas ir pats vamzdis turi būti idealiai tiesūs ir lygūs – nuo to priklauso dalių sujungimo kokybė, todėl vamzdžiams pjauti patartina naudoti vamzdžių pjaustytuvą.
1 veiksmas. Norėdami padidinti jungiamosios detalės skersmenį, naudokite vamzdžio plėtiklį, o vamzdžio kraštams nuvalykite nuožulnų nuėmimo priemonę.
2 veiksmas. Vamzdžio išorę nupoliruokite šepetėliu, o jungiamosios detalės vidų – šepetėliu.
Žingsnis 3. Specialiu šepetėliu ant vamzdžio ir jungiamosios detalės užtepkite varinių vamzdžių litavimo pasta - fliusą ir nedelsdami sujunkite dalis, išvengdami bet kokio užteršimo ar pašalinių daiktų.
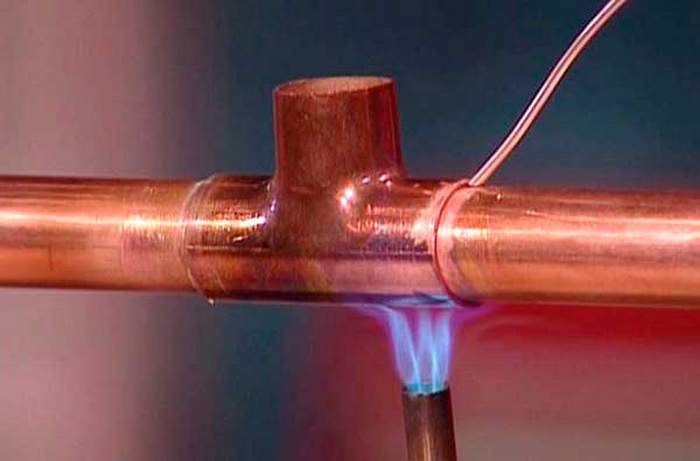
4 veiksmas. Naudodami dujinį degiklį variniams vandens vamzdžiams lituoti, švelniai šildykite jungtį, dirbdami per visą paviršių. Gero šildymo rodiklis yra litavimo srauto spalvos pasikeitimas.

Vario vandens vamzdžio litavimo procesas
Žingsnis 5. Nustojus šildyti jungiamus paviršius, per visą jungties perimetrą užtepkite varinių vamzdžių litavimo lydmetaliu. Degiklio ugnis neturi liesti litavimo vielos: skarda turi išsilydyti ant vario paviršiaus nuo aukštos temperatūros be tiesioginio ugnies poveikio.
6 veiksmas. Palaukite, kol dalis natūraliai ir visiškai atvės – be papildomų greito aušinimo priemonių.
7 veiksmas. Drėgna šluoste būtinai nuvalykite nuo paviršiaus likusią srauto pastą. Jo poveikis būtinas tik litavimo metu: jis sunaikina apsauginis sluoksnis varinės dalys.
Siūlė, kurioje susilieja dalys, turi būti lygi ir sandari. Patikrinti gautą rezultatą bus galima tik įjungus pakankamą vandens slėgį vandentiekyje, tačiau jei litavimas bus sėkmingas, siūlės patikimumas niekaip nesumažėja dėl laiko, galimų slėgio pokyčių ar vandens temperatūra.

Tinkamai lituoto varinio vamzdžio išvaizda
Varinių vamzdžių montavimas su vamzdžiais iš kitų medžiagų
Yra keli svarbius punktus susiję su galimybėmis montuoti varinius vamzdžius su vamzdžiais iš kitų medžiagų:
- Vario ir žalvario, vario ir plastiko bei vario ir plieno junginiai yra nekenksmingi ir nesukelia medžiagų korozijos.
- Cinkuoto plieno ir vario montavimas gali neigiamai paveikti cinkuoto plieno vamzdžio būklę: cheminiai procesai tarp vario ir cinko sukelia cinko sunaikinimą.
Todėl jei reikia jungti cinkuotus ir varinius vamzdžius, tai galima tik per žalvarinę jungiamąją detalę ir tik viena kryptimi: išilgai vandens tekėjimo iš cinkuoto vamzdžio į varinį.

Cinkuoto vamzdžio korozija dėl netinkamo litavimo variu
Buitiniam vandens tiekimui Rusijoje tai yra galima išeitis: beveik visada centriniam vandentiekiui naudojamas plienas arba cinkuotas plienas, todėl varinę santechniką bute galima įsigyti be jokios abejonės.
Variniai vamzdžiai su plieniniais arba plastikiniais vamzdžiais jungiami tik naudojant žalvarines įspaudžiamas jungtis. Pagrindinis sistemos tvirtinimas atliekamas per jungiamąją veržlę ir jungiamąjį žiedą: jie priveržiami iki standartinio apsisukimų skaičiaus, nurodyto jungiamosios detalės techninėje dokumentacijoje, ir eksploatacijos metu turi būti reguliariai tikrinami, ar nėra laisvumo ir galimo nuotėkio. .
Mitai apie varinius vamzdžius
Dėl to, kad nėra įpročio naudoti varį kaip šildymo, vandens ir dujų tiekimo sistemų medžiagą, šiuolaikiniai Rusijos vartotojai nepasitiki šia medžiaga. Yra du mitai:
- Nepaisant to, variniai vandens vamzdžiai yra brangūs ir nepraktiški auksta kaina. Nepraktiškumas siejamas su galima oksidacija vamzdžių išorėje, o variniai vamzdžiai taip pat oksiduojasi viduje, tačiau yra visiškai neatsparūs korozijai. Didesnę varinių vamzdžių kainą gali daugiau nei kompensuoti paprastas montavimas ir medžiagų ilgaamžiškumas.
- Variniai vamzdžiai yra pavojingi, kai jie derinami su chloruotu vandeniu. Be jokios abejonės, varis, reaguodamas su chloro dalelėmis, oksiduojasi, tačiau vamzdžių viduje susidariusi plėvelė, priešingai, apsaugo vamzdžius nuo papildomo cheminio poveikio ir yra saugi žmogaus organizmui.
Tačiau šiuos mitus griauna ilgametė praktika. Neatsitiktinai ši medžiaga buvo panaudota vandentiekio sistemose prieš kelis tūkstančius metų, o varis iki šiol turi pelnytą pripažinimą Europos šalyse.
Ar nusprendėte savo vandens tiekimo sistemoje naudoti varinius vamzdžius? Norite sukurti įdomų steampunk stilių savo vonios kambaryje, bet nežinote, kaip lituoti varinius vamzdžius? Žemiau esančioje medžiagoje pateikiamas darbo užbaigimo vadovas pradedantiesiems.
Varis, nors jis yra labai brangus, priešingai nei polimerai, vis tiek yra a kokybiška medžiaga vandentiekio komunikacijoms įrengti. Vario pranašumai yra didelis stiprumas, estetinis patrauklumas, atsparumas korozijai ir polinkis naudoti aukštas kraujo spaudimas ir puikus šilumos laidumas. Varinis vamzdynas ištikimai veiks dešimtmečius.
Varis yra minkštas metalų lydinys, kurį net senovėje mielai naudojo kaldininkai savo darbui. Šiandien varis yra ne mažiau paklausus. Iš šio lydinio pagaminti vamzdžiai yra neatskiriama šildymo ir oro kondicionavimo sistemų dalis. Santechniką galima montuoti ir naudojant varinius elementus.
Linijai įrengti naudojamas litavimo būdas, kurio metu variniai elementai sujungiami su lydmetaliu. Ši minkšta metalinė medžiaga tam tikroje temperatūroje išsilydo ir sudaro vieną hermetišką jungtį.
Svarbu: varinių vamzdžių litavimas savo rankomis nėra sudėtinga užduotis. Svarbiausia yra pasirinkti tinkamą litavimą ir nustatyti litavimo temperatūrą. Kartu verta žinoti, kad su savo aukšta kaina variniams vamzdžiams nereikia papildomų jungiamųjų elementų. Tai yra, varis gali būti sujungtas į vieną liniją ir tuo pačiu sutaupyti perkant jungiamąsias detales, movas ir kt.
Sužinokite, kaip lituoti varinius vamzdžius ir kaip tai padaryti teisingai namuose, toliau pateiktoje mūsų medžiagoje su išsamiomis vaizdo instrukcijomis.
Varinių vamzdžių litavimo būdai
- Žemos temperatūros metodas. Dažniausiai naudojamas namuose. Čia litavimas vyksta naudojant minkštą lydmetalą, pagamintą iš alavo, švino ar jų lydinių, pridedant sidabro. Atliekant darbus litavimo temperatūra gali siekti iki 450 laipsnių.
- Aukštos temperatūros metodas. Jis taip pat vadinamas varinių vamzdžių litavimu. Šiuo atveju, norint išlydyti litą ir pasiekti pagrindinių linijos elementų sujungimą, reikia pasiekti, kad degiklio šildymo temperatūra būtų 600-900 laipsnių diapazone.
Darbui atlikti reikalingi įrankiai

- Vamzdžių pjaustytuvas. Būtina tobulai lygus kirpimas vamzdžių sekcijos prieš litavimą. Dėl šio įrankio pjovimo metu nepažeidžiamas vidinis vamzdžio spindis ir jo apimtis.
- Kampo nuėmiklis. Naudojamas pjūvio kraštui nuvalyti ir suapvalinti vamzdžio viduje, kad būtų galima kokybiškai sujungti vandentiekį iš kelių vamzdžių gabalų.
- Vamzdžių plėtiklis. Jis naudojamas, jei varinių vandens vamzdžių litavimas bus atliekamas nenaudojant jungiamųjų detalių ir movų. Vamzdžio plėtiklis išplečia vieną vamzdžio galą iki reikiamo skersmens kad į jį tvirtai tilptų kito vamzdelio gabalėlis.
- Šepetys ir šepetys skirti aukštos kokybės valymas lituoti vamzdžiai nuo oksido.
- Atšvaitas. Darbinis elementas, kuris tvirtinamas prie degiklio antgalio, kad liepsna nepažeistų kitų šalia esančių objektų.
- Dujų degiklis. Būtent ji tiekia liepsną į lituojamo vamzdžio vietą.
Kokį degiklį reikia paruošti, aptarsime žemiau.
Dujinė viryklė

Norint tinkamai lituoti varinius vandens vamzdžius, reikia paruošti atitinkamo tipo degiklį. Jie skirstomi į keletą tipų:
- Prietaisas su vienkartiniu cilindru, skirtas naudoti buityje;
- Degiklis su sumontuotu stacionariu cilindru;
- Deguonies-acetileno degiklis, tinkamas variniams vamzdžiams lituoti. Kaip tik tai reikia rasti norint užbaigti darbą.
Savo ruožtu lydmetalio ir vario litavimo degiklis gali skirtis. Turite pasirinkti priklausomai nuo to, su kokiu lydmetaliu dirbsite (minkštą ar kietą).
- Litavimui minkštu lydmetaliu galite naudoti mažos galios pusiau profesionalų dujinį degiklį su karšto oro pistoletu. Toks įrankis liepsnai degant išvysto iki 650 laipsnių temperatūrą. Išskirtinis bruožas Tokio prietaiso pranašumas yra tas, kad čia galite reguliuoti liepsnos tiekimo temperatūrą ir tuo pačiu metu ji išliks iš anksto nustatyta ir stabili.
- Varinių vandens vamzdžių litavimas kietuoju lydmetaliu gali būti atliekamas tik profesionaliais degikliais.
Lydmetalis

Norėdami atlikti patikimą litavimą, turite įsigyti litavimo. Jis būna dviejų tipų – kietas ir minkštas.
- Litavimo lydmetalis gaminamas ilgų strypų pavidalu. Šis lydmetalis gali būti naudojamas karšto vandens tiekimo, dujų tiekimo, oro kondicionavimo vamzdžių litavimui arba aukšto slėgio linijoms. Tokio lydmetalio litavimo temperatūra siekia 900 laipsnių. Labiausiai paplitę kietojo lydmetalio tipai yra vario-fosforo savaime išsiliejantis lydinys Cu94 P6 ir lydinys Cu92 P6 Ag2, pridedant sidabro iš fosforo ir vario.
Svarbu: tai litavimas yra 6% fosforo priedo, kuris sumažina litavimo temperatūrą iki 750 laipsnių.
- Minkštas lydmetalis gaminamas formoje plona viela kurių skersmuo 2-3 mm. Šis lydmetalis naudojamas lituojant vandens vamzdžius savo rankomis namuose.
- Taip pat yra speciali pasta, vadinama flux. Galima įsigyti skardinėse. Jis turi būti naudojamas kokybiškam vamzdžių jungčių valymui, oksido pašalinimui iš siūlės po litavimo ir lydmetalio lydymosi charakteristikų gerinimui. Šiuo atveju srautas naudojamas litavimui aukšta temperatūra(virš 450 laipsnių), o litavimui at žemos temperatūros(iki 450 laipsnių).
Svarbu: srautas skatina geresnį lydmetalio sukibimą su variu.
Be visų įrankių, litavimo ir srauto, taip pat būtina paruošti jungiamąsias detales, jei reikia atlikti posūkius ir lenkimus vandentiekio magistralėje. Visos jungiamosios detalės turi reguliuojamą skersmenį ir atitinka GOST. Jungiamųjų detalių ir adapterių kaina yra gana prieinama.
Atliekame vamzdžių litavimą
Varinės linijos litavimo technologija atrodo taip:
- Supjaustome vamzdžių pjaustytuvu. reikalingos zonos vamzdžius ir nuvalykite kraštus nuožulna.
- Jei naudojama jungiamoji detalė, tada kruopščiai nuriebaliname ir jos kraštus, ir vamzdžio kraštus. Jei jungiamasis elementas nenaudojamas, vieno vamzdžio kraštą praplėskite vamzdžio plėtikliu.
- Bandome ant dalių, kad peržiūrėtume jungčių lygumą.
- Dabar mes apdorojame vamzdžių kraštus plonu srauto sluoksniu iš jungčių.
Svarbu: jei litavimas aukštoje temperatūroje atliekamas naudojant savaime išsiliejantį litavimą, srautas nereikalingas.
- Dabar įjunkite dujų degiklis ir efektyviai šildyti vamzdžius jungtyse iki nurodytos temperatūros.
- Po to į tarpus įdedame litavimo. Tokiu atveju turėtumėte užtikrinti, kad lydmetalis išsilydytų tik nuo šildomo vamzdžio, o ne nuo degiklio liepsnos. Atsargiai paspauskite vamzdelių kraštus.
- Vamzdeliams atvėsus, skudurėliu pašalinkite likusį srautą ir oksidą nuo vario paviršiaus.
Svarbu: turėtumėte žinoti, kad vamzdis įšyla ir lydmetalis išsilydo per 5 minutes. Todėl svarbu neperkaitinti vamzdžių.
Patarimas: jei yra lituojamos dvi arti viena kitos esančios vamzdžių dalys, tada jau apdorotą linijos dalį reikia atvėsinti, įmirkusią saltas vanduo su skuduru. Priešingu atveju kyla pavojus, kad kaitinant kitą vamzdžio sekciją lituota jungtis atsiskirs veikiant aukštai temperatūrai.
Klaidų vengimas

Lituodami varinius vamzdžius, pradedantieji meistrai dažnai daro nemažai įprastų klaidų. Šitie yra:
- Blogas pagrindinių linijos elementų šildymas, dėl kurio lydmetalis išsilydo nepilnai. Toks ryšys žlugs esant bet kokiai apkrovai.
- Per didelis vario lydinio perkaitimas, priešingai, sunaikina srauto sluoksnį. Tai savo ruožtu sukels oksido ir nuosėdų susidarymą ant metalo paviršiaus. Šis poveikis taip pat sugadins ryšį.
- Saugos priemonių nepaisymas. Kadangi darbas atliekamas su cheminiai elementai o esant aukštai temperatūrai, turėtumėte mūvėti apsaugines pirštines ir kaukę.
- Planuodami patikrinti jungtį, turėtumėte įsitikinti, kad vamzdis litavimo vietoje yra atvėsęs.
- Atliekant litavimo procedūrą, svarbu užtikrinti gerą patalpos vėdinimą. To reikalauja darbo technologija, nes litavimas atliekamas naudojant agresyvias rūgštines medžiagas.
- Apsauginiai drabužiai iš šiurkščio audinio taip pat nebus nereikalingi, nes kyla pavojus, kad liepsnos kibirkštys ir lydmetalio dalelės susilies su kūnu, o tai gali nudeginti.
Patarimas: jei abejojate vamzdžių šildymo teisingumu pageidaujama temperatūra, pakviesti patyręs meistrasįgyti praktikos. Profesionalas tiksliai žino, kiek laiko užtrunka variui įkaisti iki tam tikros temperatūros.
Vaizdo įrašas: varinių vamzdžių litavimo technologija