Ako sa naučiť spájkovať. Len takú malú špeciálnu lekciu, nesúvisiacu priamo s hlavnou témou, som sa rozhodol pripraviť pre tých, ktorí musia nielen spájkovať šnúry, zásuvky, zástrčky, ale všeobecne čokoľvek iné. Takže, začnime…
Čo potrebujeme na spájkovanie?
Samozrejme, spájkovačka (v ideálnom prípade Spájkovacia stanica), cínová spájka, kolofónia, ideálne - drôtená spájka, čo je dlhá tenká cínová rúrka podobná drôtu navinutá na cievke, v dutine ktorej je kolofónia. Tie. pri spájkovaní v tomto prípade nepotrebujeme, ako v staromódnom spôsobe, spúšťať hrot spájkovačky, teraz do kolofónie, teraz do spájky, ale to všetko sa deje súčasne v jednom bode. Viac o tom nižšie...
Všetky potrebné komponenty si môžete zakúpiť v najbližšom obchode s rádiami.
Ak nemáte spájkovaciu stanicu, ktorá je spočiatku pripravená na spájkovanie ihneď po zapnutí, ale bežnú spájkovačku, musíte ju pred prácou (najmä ak je nová) špeciálne pripraviť - pocínovať, inak nebude to spájkovať. Teraz sa pozrime, čo znamená „cínovanie“.
Ako pocínovať spájkovačku?
Vezmite pilník a priložte ho naplocho na rez hrotu spájkovačky. Teraz ostríme v rovnakej rovine, pravidelne sa pozeráme na špičku, až kým nebude plochá, hladká a lesklá.
Potom nahriaty hrot spustíme do kolofónie a hneď do spájky (do cínu). Na hrote sa nebude lepiť takmer žiadna spájka, preto hneď po tomto postupe priložíme hrot na malú dosku, najlepšie prírodného pôvodu (nie drevotrieskovú), najlepšie smrek alebo céder (živicový), ale v zásade postačí akýkoľvek, len sa budeš musieť dlhšie motať.
Takže tento postup (kolofónia → spájka → doska) opakujeme, až kým rez hrotu, vopred pripravený pilníkom, zo žlto-sivej nahriatej medi, nebude striebristý a lesklý od spájky, ktorá ho rovnomerne pokrýva. Toto sa nazýva „cínovanie“, v tomto prípade spájkovačka.
Takto má vyzerať pocínovaný hrot spájkovačky.
Teraz sa naučíme spájkovať drôty (po pocínovaní) na mosadzný plech, tiež ho zo začiatku pocínovať.
Hrot spájkovačky ponoríme do kolofónie, potom do spájky a ihneď, s rovinou hrotu rovnobežnou s rovinou, ho priblížime k nášmu mosadznému testovanému predmetu bez toho, aby sme nechali kolofóniu vypariť, stlačíme, potom votrieme, pomelieme, celkovo pocínujeme. Ak sa kolofónia vyparila alebo roztekla, postup opakujeme a postupne, postupne sa nám cín pokrýva kvalitnou priľnutou spájkou. Ak je materiál čistý alebo bez silných oxidov, potom k takémuto cínovaniu dôjde rýchlo.
Ak sa používa spájkovací drôt, oprieme špičku spájkovačky o cín a privedieme špičku spájkovacieho drôtu k bodu kontaktu, pričom sa snažíme dotknúť sa väčšej časti pocínovanej časti spájkovačky a otrieme ju o túto časť tak, aby cín a kolofónia obohatili kontaktné miesto.
Ako pocínovať drôt?
Teraz sa poďme pohrať s elektroinštaláciou. Opatrne odstránime izoláciu len toľko, aby sme mali dostatok miesta na spájkovanie, a na umiestnenie teplom zmrštiteľnej bužírky (alebo iného izolantu), aby neskôr nevznikali skraty (skraty)...
Pocínovanie drôtu je jednoduchšie, pretože Zvyčajne je kov pod izoláciou čistý, nezoxidovaný. Namočíme ho do kolofónie, položíme naň hrot zohriatej spájkovačky a po roztopení kolofónie a začne dymiť drôt spod spájkovačky pomaly vyťahujeme. To sa deje, ako ste pravdepodobne pochopili, tak, že roztavená kolofónia obklopuje kontaktnú časť drôtu. Teraz hrot spájkovačky obohatíme o spájku, dotýkajúc sa cínu, a hrot privedieme ku kolofónii prilepenej na vodiči.
Ak je drôt medený a čistý, okamžite dôjde k pocínovaniu.
Ak nie, možno budete musieť operáciu zopakovať alebo použiť špeciálnu spájkovaciu pastu namiesto kolofónie. chemický, (ako spájkovacia kyselina, ak je niekto oboznámený), ktorá umožňuje cínovať napríklad aj žehliť.
Takto vyzerá spájkovacia pasta.
Ako spájkovať drôt?
Máme pocínovaný experimentálny mosadzný cín a pocínovaný drôt, ktoré teraz musíme spojiť, zataviť nahriatou spájkou a následne vychladnúť, aby sme navždy zachovali ich elektrické spojenie, čo robíme tak, že pocínovanú časť drôtu privedieme k pocínovanej časti. z cínu.
Hrot spájkovačky obohatený o spájku privedieme na miesto ich kontaktu tak, aby spájka dobre prekryla pocínované časti spájkovaných častí. To bude uľahčené kolofóniou zapojenou do procesu. Ak niečo nejde dobre, ponorte sa do toho. Keď sú časti v roztavenej spájke, snažte sa s nimi už nehýbať. Na oblasť spájky môžete jemne fúkať, kým lesk spájky mierne nestmavne, čo naznačuje, že spájka stvrdla.
To je všetko, gratulujeme! Urobil si to.
Ako rozpájkovať drôt?
Podľa toho môžete odpájať drôty a rôzne spájkované spoje, reverzná metóda- zahrievanie spájkovacej plochy (pocínované a namáčané v kolofóne, nahriate) hrotom spájkovačky, kým sa spájka neroztopí.
...A pravdepodobne posledný dotyk - môžete tiež ponoriť malý štetec do rozpúšťadla a opláchnuť zvyšnú kolofóniu v miestach spájkovania.
Čo viete spájkovať?
Presnejšie, aké kovy je dobré spájkovať? V prvom rade je to samozrejme meď, mosadz, zlato, striebro, olovo a samozrejme cín. Horšie je spájkovať (cín) železo, oceľ, zinok. Na pocínovanie budete musieť použiť špeciálnu spájkovaciu pastu (pozri obrázok vyššie). Existujú aj kovy, ktoré sa vôbec nedajú spájkovať, napríklad hliník.
Spájkovanie spájkovačkou patrí medzi najbežnejšie a jednoduchými spôsobmi spájkovanie, má však dve významné obmedzenia. Po prvé, spájkovačku je možné spájkovať iba nízkotaviteľnými (mäkkými) spájkami a po druhé je nemožné (alebo v každom prípade ťažké) spájkovať masívne časti s veľkým chladičom - kvôli nemožnosti ich zahriatia. na teplotu topenia spájky. Posledné obmedzenie je prekonané ohrevom spájkovanej časti externým zdrojom tepla - plynovým horákom, elektrickým príp plynová pec alebo iným spôsobom - to však komplikuje proces spájkovania.
Pred spájkovaním pomocou spájkovačky musíte získať všetko, čo potrebujete. Medzi hlavné nástroje a materiály, bez ktorých nie je možné spájkovanie, patrí samotná spájkovačka, spájka a tavidlo.
Spájkovačky
V závislosti od spôsobu ohrevu môžu byť spájkovačky „konvenčné“ – elektrické (so špirálovým alebo keramickým ohrievačom), plynové (s plynovým horákom), teplovzdušné (teplo sa prenáša prúdením vzduchu) a indukčné. Masívne kladivové spájkovačky je možné ohrievať nielen elektrinou, ale aj staromódnym spôsobom – otvoreným plameňom.
Ako používať takúto spájkovačku sa dozviete z popisov technológie cínovania, kde sa používali najčastejšie. V súčasnosti sa zvyčajne používajú elektrické spájkovačky kvôli ich dostupnosti a jednoduchosti použitia. Ale prvé spájkovačky sa zahrievali nad otvoreným plameňom.

Hlavným parametrom, podľa ktorého sa spájkovačka vyberá, je jej výkon, ktorý určuje množstvo tepelného toku prenášaného na spájkované časti. Na spájkovanie elektronických súčiastok sa používajú zariadenia s výkonom do 40 W. Tenkostenné diely (s hrúbkou steny do 1 mm) vyžadujú výkon 80-100 W.

Pre diely s hrúbkou steny 2 mm alebo viac budú potrebné spájkovačky s výkonom nad 100 W. Ide najmä o elektrické príklepové spájkovačky, ktoré spotrebujú do 250 W a vyššie. Medzi energeticky najnáročnejšie spájkovačky patrí napríklad príklepová spájkovačka Ersa Hammer 550 s výkonom 550 W. Je schopný zahriať sa až na teplotu 600°C a je určený na spájkovanie obzvlášť masívnych dielov - radiátorov, strojných dielov. Má však neprimeranú cenu.

Potrebný výkon spájkovačky ovplyvňuje okrem masívnosti súčiastky aj tepelná vodivosť spájkovaného kovu. Keď sa zvyšuje, musí sa zvýšiť výkon zariadenia a teplota jeho ohrevu. Pri spájkovaní dielov vyrobených z medi pomocou spájkovačky sa musí zahriať viac ako pri spájkovaní dielu rovnakej hmoty, ale vyrobeného z ocele. Mimochodom, pri práci s medenými výrobkami môže nastať situácia, keď v dôsledku vysokej tepelnej vodivosti kovu počas spájkovania dôjde k odspájkovaniu predtým dokončených oblastí.
Spájky
Pri spájkovaní elektrickými spájkovačkami sa používa nízkoteplotný cín-olovo (POS-30, POS-40, POS-61), cín-striebro (PSr-2, PSr-2,5) alebo iné spájky a čistý cín. Nevýhody spájok obsahujúcich olovo zahŕňajú škodlivosť olova a výhody - najlepšia kvalita spájkovanie ako bezolovnaté spájky. Čistý cín sa používa na spájkovanie potravinárskeho náčinia.
tavivá
Všeobecne sa uznáva, že cín, striebro, zlato, meď, mosadz, bronz, olovo a nikel striebro sa dajú dobre spájkovať. Vyhovujúce - uhlíkové a nízkolegované ocele, nikel, zinok. Nekvalitné - hliník, vysokolegované a nehrdzavejúce ocele, hliníkový bronz, liatina, chróm, titán, horčík. Bez spochybnenia týchto údajov však môžeme povedať, že neexistuje žiadny zle spájkovaný kov, zlá príprava dielu, nesprávne zvolený tok a nesprávne teplotné podmienky.Výber správneho taviva na spájkovanie znamená rozhodnúť sa hlavný problém prídel. Je to kvalita taviva, ktorá v prvom rade určuje spájkovateľnosť konkrétneho kovu, jednoduchosť alebo náročnosť samotného procesu spájkovania a pevnosť spojenia. Tavivo musí zodpovedať materiálu spájkovaných výrobkov - svojou schopnosťou zničiť jeho oxidový film.
Kyslé (aktívne) tavivá, ako napríklad „Soldering Acid“ na báze chloridu zinočnatého, nemožno použiť pri spájkovaní elektronických súčiastok, pretože dobre vedú elektriny a spôsobujú koróziu, avšak pre svoju agresivitu veľmi dobre pripravujú povrch a preto sú nevyhnutné na spájkovanie kovové konštrukcie a čím je kov chemicky odolnejší, tým aktívnejšie by malo byť tavidlo. Zvyšky aktívnych tavív sa musia po dokončení spájkovania opatrne odstrániť.
Efektívne tavivá na spájkovanie ocele sú vodný roztok chloridu zinočnatého, spájkovacie kyseliny na jeho báze a tavidlo LTI-120. Môžete použiť iné, silnejšie tavidlá, ktorých je na trhu dostatok.

Hlavným rozdielom medzi spájkovaním nehrdzavejúcich ocelí spájkovačkou a spájkovaním uhlíkových a nízkolegovaných ocelí je potreba použitia aktívnejších tavív, ktoré sú potrebné na zničenie chemicky odolných oxidov, ktorými sú nehrdzavejúce ocele potiahnuté. Pokiaľ ide o liatinu, je potrebné ju spájkovať vysokoteplotným spájkovaním, a preto elektrická spájkovačka nie je vhodný na tento účel.
Pre nehrdzavejúcu oceľ sa používa kyselina fosforečná. Špecializované tavivá, ako napríklad F-38, si dobre poradia aj s chemicky odolnými oxidovými filmami.

Pre pozinkované železo môžete použiť kompozíciu obsahujúcu kolofóniu, etanol chlorid zinočnatý a chlorid amónny (tavidlo LK-2).
Pomocné materiály a zariadenia
Môžete to urobiť bez niektorých zariadení a materiálov používaných na spájkovanie, ale ich prítomnosť robí prácu oveľa pohodlnejšou a pohodlnejšou.Stojan na spájkovačku slúži na to, aby sa vyhrievaná spájkovačka nedotýkala stola alebo iných predmetov. Ak sa nedodáva so spájkovačkou, môžete si ju kúpiť samostatne alebo si ju vyrobiť sami. Najjednoduchší stojan môže byť vyrobený z tenkého plechu, v ktorom sú vyrezané drážky na uloženie nástrojov.
![]()
Mokrá viskóza alebo penová guma špongia, umiestnený v zásuvke, aby sa zabránilo vypadávaniu, je oveľa pohodlnejšie vyčistiť hrot spájkovačky ako bežnou handričkou. Na rovnaké účely môžu slúžiť aj mosadzné hobliny.

Prebytočnú spájku z povrchu dielov môžete odstrániť pomocou špeciálne odsávanie alebo vrkoče. najprv vzhľad a dizajn pripomína injekčnú striekačku vybavenú pružinou. Pred použitím sa musí natiahnuť zapustením hlavy tyče. Privedením nosa k roztavenej spájke sa pružina uvoľní stlačením uvoľňovacieho tlačidla. V dôsledku toho sa prebytočná spájka vtiahne do odstraňovacej hlavy.

Je to vrkoč z taveného tenkého medené rozvody. Položením jeho konca na spájku a pritlačením spájkovačky do nej vďaka kapilárnym silám zozbierate všetku prebytočnú spájku ako pijavicu. Špička opletu, nasýtená spájkou, sa jednoducho odreže.


Veľmi užitočným zariadením je tzv tretia ruka(Nástroj tretej ruky). Pri práci so spájkovačkou je niekedy katastrofálne „nedostatok rúk“ - jedna je obsadená samotnou spájkovačkou, druhá spájkou, ale stále musíte držať spájkované časti v určitej polohe. „Tretia ruka“ je pohodlná, pretože jej svorky sa dajú ľahko nainštalovať v ľubovoľnej vzájomnej polohe.

Držiak na spájkovanie "Tretia ruka"
Časti, ktoré sa majú spájkovať, sa zahrievajú vysoká teplota Ak sa ich dotknete, môžete sa popáliť. Preto je žiaduce mať rôzne upínacie zariadenia, ktoré umožňujú manipuláciu s vyhrievanými dielmi - kliešte, pinzeta, svorky.
Príprava spájkovačky na použitie
Keď spájkovačku zapnete prvýkrát, môže začať dymiť. Na tom nie je nič zlé, oleje používané na konzerváciu spájkovačky sa jednoducho vypália. Potrebujete len vetrať miestnosť.Pred použitím spájkovačky musíte pripraviť jej hrot. Príprava závisí od jeho pôvodnej formy. Ak je hrot vyrobený z holej medi, hrot môže byť vykovaný do tvaru skrutkovača, čím sa meď utesní a bude odolnejšia voči opotrebovaniu. Môžete ho jednoducho nabrúsiť brúsnym papierom alebo pilníkom, čím získate požadovaný tvar - vo forme ostrého alebo zrezaného kužeľa s iným uhlom, štvorstennej pyramídy, uhlového skosenia na jednej strane. Na ochranu medi pred oxidáciou sa používajú kovové nátery z niklu. Ak má spájkovačka takýto povlak, potom nemôže byť kovaná alebo naostrená, aby nedošlo k poškodeniu vrstvy povlaku.
Existuje štandardizovaná škála tvarov hrotov, ale samozrejme môžete použiť akýkoľvek tvar vhodný pre konkrétnu prácu.

Pri spájkovaní masívnych dielov by mala byť kontaktná plocha medzi spájkovačkou a dielom maximálna, aby sa zabezpečil lepší prenos tepla. V tomto prípade sa za najlepšie považuje uhlové ostrenie okrúhlej tyče (2 na fotografii vyššie). Ak plánujete spájkovať malé časti, potom je vhodný ostrý kužeľ (4), nôž alebo iné tvary s malými uhlami.
Návod na použitie spájkovačky s nepotiahnutým medeným hrotom obsahuje jeden povinná požiadavka- pocínovanie „hrotu“ novej spájkovačky, aby bola chránená pred oxidáciou a opotrebovaním. Okrem toho by sa to malo vykonať počas prvého ohrevu bez oneskorenia. V opačnom prípade bude „hrot“ pokrytý tenkou vrstvou vodného kameňa a spájka sa naň nebude chcieť prilepiť. Dá sa to urobiť rôznymi spôsobmi. Spájkovačku zahrejte na prevádzkovú teplotu, dotknite sa „hrotom“ kolofónie, roztavte na nej spájku a otrite spájkou o kus dreva. Alebo utrite nahriaty hrot handrou navlhčenou v roztoku chloridu zinočnatého, roztavte naň spájku a potrite hrot kúskom čpavku alebo kamennej kuchynskej soli. Hlavná vec je, že v dôsledku týchto operácií je pracovná časť hrotu úplne pokrytá tenkou vrstvou spájky.
Potreba cínovania hrotu je spôsobená tým, že tavidlo postupne koroduje a spájka hrot rozpúšťa. Kvôli strate tvaru sa hrot musí pravidelne brúsiť a čím je tavidlo aktívnejší, tým častejšie, niekedy aj niekoľkokrát denne. V prípade poniklovaných hrotov nikel blokuje prístup k medi a chráni ju, ale takéto hroty vyžadujú starostlivé zaobchádzanie, obávajú sa prehriatia a nie je pravda, že výrobca urobil dosť vysokokvalitný náter, za ktorú požaduje preplatok.
Príprava dielov na spájkovanie
Príprava dielov na spájkovanie zahŕňa vykonávanie rovnakých operácií bez ohľadu na to, aký typ spájkovania (nízkoteplotné alebo vysokoteplotné) sa vykonáva a aký zdroj ohrevu (elektrická alebo plynová spájkovačka, plynový horák, induktor alebo niečo iné).V prvom rade ide o očistenie dielu od nečistôt a odmastenie. Nie sú tu žiadne špeciálne jemnosti - na čistenie časti od olejov, tukov a nečistôt musíte použiť rozpúšťadlá (benzín, acetón alebo iné). Ak je hrdza, musí sa odstrániť akýmkoľvek vhodným mechanicky- pomocou brúsneho kotúča, drôtenej kefy alebo brúsneho papiera. V prípade vysokolegovaných a nehrdzavejúcich ocelí je vhodné ošetriť spájané hrany brúsnym nástrojom, pretože oxidový film týchto kovov je obzvlášť pevný.
Teplota spájkovania
Teplota ohrevu spájkovačky - najdôležitejší parameter, kvalita spájkovania závisí od teploty. Nedostatočná teplota sa prejavuje tým, že spájka sa napriek príprave povrchu tavidlom neroztečie po povrchu výrobku, ale vytvorí hrudku. Ale aj keď bolo spájkovanie úspešné (spájka sa roztavila a rozšírila po spoji), spájkovaný spoj sa ukáže ako voľný, matný a má nízku mechanickú pevnosť.Teplota spájkovania (teplota spájkovaných častí) by mala byť o 40-80 °C vyššia ako teplota tavenia spájky a teplota ohrevu hrotu by mala byť o 20-40 °C vyššia ako teplota spájkovania. Posledná požiadavka je spôsobená skutočnosťou, že pri kontakte so spájkovanými časťami sa teplota spájkovačky zníži v dôsledku odvodu tepla. Teplota ohrevu hrotu by teda mala prekročiť teplotu tavenia spájky o 60-120 °C. V prípade použitia spájkovacej stanice sa požadovaná teplota jednoducho nastaví regulátorom. Pri použití spájkovačky bez regulácie teploty možno jej skutočnú hodnotu pri použití kolofónie ako taviva posúdiť podľa správania sa kolofónie pri dotyku spájkovačkou. Mal by vrieť a uvoľňovať bohatú paru, ale nie okamžite horieť, ale zostať na špičke vo forme vriacich kvapiek.
Prehriatie spájkovačky je tiež škodlivé; spôsobuje horenie a zuhoľnatenie taviva, kým neaktivuje spojovaciu plochu. Prehriatie je indikované tmavým filmom oxidov, ktorý sa objavuje na spájke umiestnenej na hrote spájkovačky, ako aj tým, že nezostáva na „hrote“ a steká z neho.
Technika spájkovania pomocou spájkovačky
Existujú dva hlavné spôsoby spájkovania pomocou spájkovačky:- Prívod (odtok) spájky na spájkované diely z hrotu spájkovačky.
- Privádzanie spájky priamo k častiam, ktoré sa majú spájkovať (na podložku).
Pri akejkoľvek metóde musíte najskôr pripraviť diely na spájkovanie, nainštalovať a zaistiť ich v pôvodnej polohe, zahriať spájkovačku a navlhčiť spoj tavidlom. Ďalšie kroky sa líšia v závislosti od použitej metódy.
Pri podávaní spájky zo spájkovačky sa na ňu nataví určité množstvo spájky (aby sa udržala na hrote) a „hrot“ sa pritlačí k spájkovaným častiam. V tomto prípade tavidlo začne vrieť a vyparovať sa a roztavená spájka sa presunie zo spájkovačky do spájkovačky. Pohyb hrotu pozdĺž budúceho švu zabezpečuje distribúciu spájky pozdĺž spoja.
Spájka na želé môže stačiť, ak hrot jednoducho získal kovový lesk. Ak sa tvar hrotu výrazne zmenil, je tam príliš veľa spájky.

Pri nanášaní spájky priamo na spoj použite spájkovačku na zahriatie súčiastok na spájkovaciu teplotu a potom naneste spájku na súčiastku alebo na spoj medzi spájkovačkou a súčiastkou. Keď sa spájka roztaví, vyplní spoj medzi spájkovanými časťami. Mali by ste si presne vybrať spôsob spájkovania pomocou spájkovačky - prvý alebo druhý spôsob - v závislosti od povahy vykonávanej práce. Pre malé časti Prvá metóda je vhodnejšia pre veľké - druhá.
Medzi základné požiadavky na vysokokvalitné spájkovanie patrí:
- dobré zahrievanie spájkovačky a spájkovaných častí;
- dostatočné množstvo taviva;
- zadanie požadovaného množstva spájky - presne toľko, koľko sa požaduje, ale nie viac.
Tu je niekoľko tipov, ako správne spájkovať pomocou spájkovačky.
Ak spájka netečie, ale je rozmazaná, znamená to, že teplota dielov nedosiahla požadované hodnoty, musíte zvýšiť teplotu ohrevu spájkovačky alebo použiť výkonnejšie zariadenie.
Nie je potrebné pridávať príliš veľa spájky. Vysokokvalitné spájkovanie vyžaduje prítomnosť minimálneho dostatočného množstva materiálu v spoji, pri ktorom sa šev ukáže ako mierne konkávny. Ak je spájky príliš veľa, nie je potrebné sa ju pokúšať pripevniť niekde na spoji, je lepšie ju odstrániť odsávaním alebo opletením.
Kvalitu križovatky naznačuje jej farba. Vysoká kvalita- križovatka má jasný lesk. Nedostatočná teplota spôsobuje, že štruktúra spoja je zrnitá a hubovitá - to je jednoznačná chyba. Vypálená spájka vyzerá matne a má zníženú pevnosť, čo môže byť v niektorých prípadoch celkom prijateľné.
Pri použití aktívnych (kyslých) tavív je potrebné ich zvyšky po spájkovaní zmyť - nejako saponát alebo bežné alkalické mydlo. V opačnom prípade nie je zaručené, že po určitom čase nebude spojenie zničené koróziou zo zostávajúcich kyselín.
Cínovanie
Cínovanie - pokrytie kovového povrchu tenkou vrstvou spájky - môže byť buď nezávislou, konečnou operáciou, alebo prechodnou, prípravnou fázou spájkovania. Kedy to je prípravná fáza, úspešné pocínovanie dielu vo väčšine prípadov znamená, že najťažšia časť spájkovacej práce (spojenie spájky s kovom) už nie je zvyčajne náročná;Pocínovanie drôtu. Pocínovanie koncov elektrických vodičov je jednou z najbežnejších operácií. Vykonáva sa pred spájkovaním vodičov na kontakty, ich spájaním alebo na zabezpečenie lepšieho kontaktu so svorkami pri spájaní pomocou skrutiek. Krúžok je vhodné vyrobiť z pocínovaného lanka, čo zaisťuje jednoduché pripevnenie na koncovku a dobrý kontakt.
Drôty môžu byť jednožilové alebo lankové, medené alebo hliníkové, lakované alebo nie, čisté nové alebo okyslené staré. V závislosti od týchto funkcií sa líši ich servis.
Najjednoduchší spôsob cínovania je jednojadrový medený drôt. Ak je nový, potom nie je pokrytý oxidmi a cínmi ani bez odizolovania, stačí na povrch drôtu naniesť tavidlo, na nahriatu spájkovačku naniesť spájku a posúvať spájkovačku po drôte, mierne otáčať drôt. Cínovanie spravidla prebieha bez problémov.


Ak sa dirigent nechce hrabať - kvôli prítomnosti laku (smaltu) - pomáha bežný aspirín. Vedieť, ako spájkovať spájkovačkou pomocou tablety aspirínu (kyselina acetylsalicylová), môže byť v niektorých prípadoch veľmi užitočné. Musíte ho položiť na dosku, pritlačiť k nemu vodič a na pár sekúnd ho zohriať pomocou spájkovačky. Zároveň sa tableta začne topiť a výsledná kyselina ničí lak. Potom sa drôt zvyčajne ľahko pocínuje.
Ak nie je aspirín, vinylchloridová izolácia z elektrických drôtov, ktorá pri zahrievaní uvoľňuje látky, ktoré ničia lakový náter. Drôty musíte pritlačiť na kus izolácie pomocou spájkovačky a niekoľkokrát ju pretiahnuť medzi izoláciu a spájkovačku. Potom drôt pocínujte ako obvykle. Pri odstraňovaní laku pomocou brúsneho papiera alebo noža sú bežné rezy a zlomy tenkých drôtených prameňov. Pri odizolovaní vypálením môže drôt stratiť pevnosť a ľahko sa zlomiť.
Treba brať do úvahy, že roztavený polyvinylchlorid a aspirín uvoľňujú do ovzdušia zdraviu škodlivé látky.
Pre lakované (smaltované) drôty si tiež môžete zakúpiť špeciálne tavidlo, ktoré lak odstraňuje.

Nový lankový medený drôt možno pocínovať rovnako ľahko ako plný medený drôt. Jedinou zvláštnosťou je otáčanie v smere, v ktorom sa budú drôty krútiť a nerozvíjať.
Staré drôty môžu byť pokryté oxidmi, ktoré zabraňujú pocínovaniu. Rovnaká tableta aspirínu pomôže vyrovnať sa s nimi. Musíte rozkrútiť vodič, položiť ho na aspirín a na pár sekúnd ho zohriať pomocou spájkovačky, pričom vodičom budete pohybovať tam a späť - a problém s cínovaním zmizne.
Na cínovanie hliníkový drôt Budete potrebovať špeciálne tavidlo - napríklad to, ktoré sa nazýva „Flux na spájkovanie hliníka“. Toto tavidlo je univerzálne a je vhodné aj na spájkovanie kovov s chemicky odolným oxidovým filmom - z nehrdzavejúcej ocele, najmä. Pri jeho použití je len potrebné pamätať na to, aby ste následne očistili spoj od zvyškov taviva, aby ste predišli korózii.

Ak sa pri pocínovaní na drôtoch vytvoril prebytočný príboj, môžete ho odstrániť tak, že drôt položíte zvisle koncom nadol a na jeho koniec pritlačíte nahriatu spájkovačku. Prebytočná spájka vytečie z drôtu na spájkovačku.
Pocínovanie veľkej kovovej plochy
Pocínovanie povrchu kovu môže byť potrebné na jeho ochranu pred koróziou alebo na následné prispájkovanie inej časti k nemu. Aj keď je to naozaj ťažké nový list ktorý navonok vyzerá čisto, na jeho povrchu môžu byť vždy cudzie látky - konzervačné mazivo, rôzne znečistenie. Ak je plech pokrytý hrdzou pocínovaný, o to viac potrebuje čistenie. Cínovanie preto vždy začína dôkladným čistením povrchu. Hrdza sa čistí šmirgľom alebo drôtenou kefou, tuky a oleje sa odstraňujú benzínom, acetónom alebo iným rozpúšťadlom.Potom sa pomocou štetca alebo iného nástroja, ktorý zodpovedá tavivu, nanesie na povrch plechu tavidlo (nemusí to byť pastovité tavidlo ako na fotografii nižšie, ale napríklad roztok chloridu zinočnatého alebo iného aktívny tok).

Spájkovačka s pomerne veľkým plochý povrch Hrot sa zahreje na požadovanú teplotu a na povrch dielu sa nanesie spájka. Odporúča sa, aby výkon spájkovačky bol približne 100 W alebo vyšší.

Potom priložte spájkovačku na spájku na časť s najväčšou rovinou a držte ju v tejto polohe. Doba ohrevu dielu závisí od jeho veľkosti, výkonu spájkovačky a kontaktnej plochy. Dosiahnutie požadovanej teploty je indikované varom taviva, roztavením spájky a jej rozliatím po povrchu. Spájka sa postupne rozdeľuje po povrchu.

Po pocínovaní sa povrch kovu očistí od zvyškov taviva alkoholom, acetónom, benzínom, mydlovou vodou(záležiac na chemické zloženie tok).

Ak sa spájka nerozšíri po povrchu kovu, môže to byť spôsobené zlým čistením povrchu pred cínovaním, zlým ohrevom kovu (z dôvodu nedostatočného výkonu spájkovačky, malej kontaktnej plochy, nedostatočného času na zahriatie kovu časť), alebo špinavý hrot spájkovačky. Ďalším dôvodom môže byť nesprávny výber taviva alebo spájky.

Pocínovanie je možné vykonať nanesením (vypustením) spájky zo spájkovačky a jej rozmiestnením „hrotom“ po povrchu alebo privedením spájky priamo na podložku - spájka sa roztaví pri dotyku so zahriatym kovom dielu.
Spájkovanie prekrývajúcich sa plechov
Pri opravách karosérií áut všetkého druhu plechárske práce je potrebné spájkovanie plech onlay. Existujú dva spôsoby spájkovania častí plechu, ktoré sa navzájom prekrývajú - ich predbežným pocínovaním alebo použitím spájkovacej pasty obsahujúcej spájku a tavidlo.V prvom prípade sa prekrývajúce sa plochy dielov po mechanickom očistení a odmastení predcínujú. Potom sa časti spoja priložia k sebe pocínovanými plochami, upevnia pomocou upínacích zariadení a nahrejú pomocou spájkovačky s rôzne strany na teplotu topenia spájky. Dôkazom úspešného spájkovania je vytekanie roztavenej spájky z medzery.
Pri druhom spôsobe je po príprave častí kontaktná plocha jednej z častí pokrytá spájkovacou pastou. Potom sú diely upevnené v požadovanej polohe, utiahnuté svorkami a ako v prvom prípade sa šev ohrieva spájkovačkou na oboch stranách.
Pri nákupe spájkovacej pasty musíte venovať pozornosť jej účelu, pretože... Mnohé spájkovacie pasty sú určené na spájkovanie elektroniky a neobsahujú aktívne tavivá, ktoré umožňujú spájkovanie ocele.



Pri používaní obsahu tejto stránky musíte umiestniť aktívne odkazy na túto stránku, viditeľné pre používateľov a vyhľadávacie roboty.
Ostrenie hrotu.
Kúpili sme na trhu spájkovačku, priniesli ju domov z chladu, dali sme jej napiť, zahriať ju a spievať piesne na gitare. A potom čo? Zahrnúť??? Ale to je jedno! Pozrite sa na jeho bodnutie. Je to žihadlo? Hm... Áno, samozrejme, je to žihadlo. Ale je úplne nepripravené na produktívnu prácu v prospech ľudstva. Na túto prácu by ho bolo treba predostrieť. Doslova aj obrazne. K tomu potrebujete:
plochý pilník - 1 ks.
zverák - 1 ks.
ruky - 2 ks.
Budete však potrebovať aj stôl, ku ktorému sa zverák priskrutkuje, ale dúfam, že ho máte.
Vezmeme spájkovačku a jej hrot upneme do zveráka. Pozor, LEN ŽIHNUTIE! Nie je potrebné zvierať telo - to môže skončiť zle. V ideálnom prípade je hrot odstránený z tela a upnutý oddelene od spájkovačky. Ale ak dizajn druhého nepodporuje takúto metódu, budete sa musieť točiť. Takže to upneme, vezmeme pilník a špičke bodca dáme tvar, ktorý je z vášho pohľadu na predstavu krásy najestetickejší. Tu môžem ponúknuť niekoľko možností.
Možnosť 1 - "skrutkovač"
Vyberám si túto možnosť a prajem to isté aj vám. Neexistujú však súdruhovia podľa chuti a farby.
Možnosť 2 - "pyramída"
To isté, ale všetky 4 tváre sú rovnaké.
Možnosť 3 - "ceruzka"
Úprava pyramídy pre pokročilých estétov. Je veľmi ťažké brúsiť do kužeľa. Väčšinou sa takto brúsia hroty spájkovačiek, ktoré pochádzajú zo spriatelenej Číny. Ale ak je tvrdohlavosť črtou vašej povahy, potom je táto metóda pre vás.
Poznámka: to, čo je na obrázkoch zvýraznené oranžovou farbou, sa bude nazývať pracovná plocha hrotu.
Údržba žihadla.
Pre neznalých slovo „servisovanie“ evokuje v mozgu asociatívny rad: kaluž-dážď-mokro-hnusne-áno, načo toto všetko do pekla potrebujem!!! V skutočnosti je všetko suché a príjemné ako v reklame. Cínovanie pochádza zo slova „cín“. Cínovanie znamená pokrytie povrchu kovu tenkou vrstvou spájky.
Načo to je. Faktom je, že meď, z ktorej je vyrobený hrot spájkovačky, má tendenciu pri zahrievaní veľmi rýchlo oxidovať. To znamená, že na povrchu kovu sa vytvorí oxidový film, ktorý vedie teplo oveľa horšie ako kov. To veľmi sťažuje spájkovanie. Okrem toho počas procesu spájkovania musíme dodávať spájku do spájkovacieho bodu na hrote hrotu. Spájka je zliatina kovov (zvyčajne olova a cínu), meď je tiež kov. Preto sa môžu ľahko „prilepiť“ k sebe. Oxid meďnatý (oxidový film) je nekov a nie je možné k nemu pripojiť spájku. Pracovnú plochu hrotu preto musíte vždy udržiavať v takom stave, aby ste naň mohli „prilepiť“ spájku. Najracionálnejšou metódou je pokrytie povrchu hrotu samotnou spájkou, teda cínom.
Čitateľ skúsený vo fyzike namietne, vraj, oxiduje aj spájka? Presne tak, oxiduje. Ale je oveľa jednoduchšie odstrániť vrstvu oxidu z povrchu spájky ako z medi. Hrot stačí ošetriť tavidlom (jednoducho - zapichnúť do kolofónie).
Takže ste prenikli hlbokým významom pocínovania a túžite po pocínovaní čohokoľvek a všetkého. Začnime s.
1. Vezmite spájku a tavidlo (kolofón) a zapnite spájkovačku.
2. Spájkovačku zahrejte, pravidelne popichujte kolofóniou. Akonáhle sa kolofónia začne topiť, husto ňou ošetríme celú pracovnú plochu hrotu: ochráni to meď pred oxidáciou. Ak máte tekutý tok, potom je to ešte jednoduchšie: nemusíte čakať, kým sa zahreje.
3. Pokračujeme v zahrievaní. Hneď ako bude možné spájku roztaviť, potrieme ňou celú pracovnú plochu hrotu. Na konci tohto postupu bude na hrote zjavne viac spájky, ako je potrebné. Prebytok preto nemilosrdne vytrasieme na stôl. Dávajte pozor, aby vám nezasiahol oči.
Spájkovanie je fyzikálny a chemický proces vytvárania spojenia medzi časťami, keď spájka interaguje so spájkovaným kovom. Na rozdiel od zvárania nie sú pracovné plochy roztavené, ale sú zmáčané spájkou.
Ako vyzerá jednoduchá spájkovačka?
Nevyhnutnou podmienkou procesu spájkovania je roztavenie spájky a zmáčanie povrchu pracovného nástroja. V priebehu času hrot spájkovačky sčernie a prestane fungovať. Preto treba vedieť, ako ho obnoviť – ako správne pocínovať hrot spájkovačky. Na fotografii nižšie je povrch nástroja zoxidovaný a pokrytý spájkou.

Povrch hrotu spájkovačky: 1) oxidovaný povrch nástroja; 2) potiahnuté spájkou - pocínované
V prvom prípade by ste sa nemali ani pokúšať spájkovať, pretože oxidy bránia tomu, aby sa spájka udržala na povrchu hrotu.
Spájkovačka bude pripravená na použitie až vtedy, keď je jej hrot pokrytý vrstvou roztaveného materiálu s nižšou teplotou topenia, ako majú spájané kovy.
Spájkovacie materiály
Na spájkovanie sa používa spájka - materiál používaný na spájanie kovové povrchy a mať viac nízka teplota tavenie než je tavenie materiálov spájaných častí.
Spájka pozostáva z rôznych zliatin, ktoré môžu zahŕňať cín, olovo, meď, nikel a kadmium. Vyrába sa hlavne vo forme tyčí a drôtu.
Spájkovanie je potrebné na vytvorenie spojenia a zníženie prechodového odporu elektrický kontakt a ochrana spojenia častí pred oxidáciou.
Spájka musí mať vlastnosť zmáčať základňu. V tomto prípade difunduje do základného kovu a rozpúšťa sa v spájke a vytvára medzivrstvu, ktorá po stuhnutí spojí diely do jedného celku.
Pre spájkovačky sa používajú mäkké spájky s teplotou topenia od 191 0 C do 280 0 C. Ich hlavnými zložkami sú cín a olovo v rôznych pomeroch.
Na spájkovanie je potrebné odstrániť oxidy z povrchu spájaných kovov. Na to sa používajú tavivá. Okrem toho podporujú lepšie roztieranie spájky a chránia povrchy pred vonkajším prostredím.
Flux sa používa v pevnej, tekutej a pastovej forme. Môže byť umiestnený vo vnútri spájkovacej trubice.
Ako tavidlo sa používajú:
- kolofónia;
- kyselina acetylsalicylová;
- kyselina ortofosforečná;
- soľ;
- glycerol;
- amoniak.

Bežné tavivá na spájkovanie v pevnej, tekutej a pastovej forme
Tavivá musia poskytovať nízky zvodový prúd a byť nekorozívne.
Princíp a proces spájkovania
Spájkovanie sa vykonáva zachytením spájky a taviva hrotom spájkovačky, ich vložením medzi diely, ktoré sa majú spojiť a ďalším zahrievaním kontaktných plôch, až kým nie sú navlhčené spájkou, ktorá následne stvrdne a vytvorí spoj. Ak to chcete urobiť, zastavte zahrievanie.
Ostrenie spájkovačky
Pred prácou sa hrot spájkovačky naostrí pilníkom pod uhlom 30-40 0. Okraj je vyrobený mierne tupý, široký 1 mm.
Ak je hrot nový, už má ostrenie. Tu už zostáva len ošetriť hrot jemnozrnným brúsnym papierom, pilníkom alebo ihlovým pilníkom na odstránenie patiny - zelenkastý oxid meďnatý.
Mnoho ľudí nie je spokojných s ostrením zakúpeným v obchode, pretože spájkovanie s ním nie je vždy možné. Preto je vhodné odstrániť medený hrot z tela a vykovať pracovnú časť vo forme konkávnej čepele.
Takéto spracovanie za studena je efektívnejšie ako ostrenie, pretože kovová konštrukcia je zhutnená a hrot je menej náchylný na koróziu. Ľahké brúsenie pilníkom záverečná fáza potrebné dať pracovnej časti spájkovačky hotový vzhľad.
Ako cínovať žihadlo?
Po nabrúsení treba hrot pocínovať tenkou vrstvou spájky. Za týmto účelom zapnite elektrickú spájkovačku a zahrejte medenú tyč, kým nezíska červeno-oranžový odtieň.
Nemusíte dlho čakať, inak prút zhorí. Po zahriatí sa celý hrot ponorí do kolofónie a následne sa roztaví kúsok spájky a pokryje sa ňou celá pracovná plocha.
Ak hrot potriete o povrch dreva, spájka ho lepšie prekryje. pracovná oblasť spájkovačka
Vrstva spájky na hrote by mala byť rovnomerná. Ak je povrch čiastočne pokrytý, proces sa opakuje. Keď je spájkovačka pripravená na použitie, môže sa použiť na spájkovanie produktov.
Ako pocínovať nehorľavý hrot?
Pracovná časť niektorých spájkovačiek je pokrytá špeciálom ochranné zloženie. Vrstva je dosť tenká a nedá sa odlepiť. Na to sa používa špeciálna špongia. Ak nie je k dispozícii, postačí obyčajný kus látky navlhčený vodou alebo glycerínom. Môžete použiť špongiu určenú na umývanie riadu.
Špeciálne čističe hrotov sa vyrábajú vo forme guľôčky hoblín z farebných kovov, do ktorých sa hrot ponorí. V tomto prípade oxidy zostávajú vo vnútri. Potom sa dajú vyliať.
Mechanické namáhanie skracuje životnosť ochrannej vrstvy. Pri spájkovaní sa neodporúča prehadzovať po doske alebo klepať na kovové povrchy.
Nehorľavá vrstva pomerne rýchlo oxiduje. Pre zvýšenie jeho životnosti sa odporúča udržiavať teplotu spájkovania nie vyššiu ako 250 0 C.
Teplota sa považuje za normálnu, keď dym z kolofónie vychádza v tenkom prúde a nie v oblaku s postriekaním. V tomto prípade sa spájkovanie dosiahne s jasnými hranicami a charakteristickým leskom. Ak sa spájkovací povrch ukáže matný a s nízkym mechanická pevnosť, mala by sa zvýšiť teplota vykurovania.
Ak chcete pocínovať potiahnutý hrot spájkovačky, musíte do roztavenej kolofónie vložiť kúsok spájky. Spájkovačka sa zahreje a jej koniec je potrebné pretrieť cez mokrú handričku a odstrániť oxidy zo všetkých strán. Potom sa hrot spustí do kolofónie pod kusom spájky. V tomto prípade sa zvyšné oxidy odstránia a spájka sa roztaví a čiastočne zostane na hrote.
Po pocínovaní sa hrot opäť utrie handričkou a spájkovačka je pripravená na použitie. Dôležité je neprehriať ho nad 300 0 C, inak sa bude musieť všetko opakovať znova.
Prehriatie je viditeľné varením a rozstrekovaním kolofónie, keď je do nej spustený hrot spájkovačky.

Sada vymeniteľných nehoriacich hrotov používaných na spájkovacej stanici
Štandardný hrot typu „ihly“ má nízku tepelnú vodivosť a je vhodné s ním spájkovať iba miniatúrne prvky. Je pomerne ťažké spájkovať rádiové komponenty pomocou neho.
Hroty typu „valec so skosením“ sú pohodlnejšie. Na spájkovanie je vhodné mať v súprave 3 hroty tohto typu s priemerom 1, 2 a 3 mm.
Hrot v tvare noža s priemerom 5 mm má slušnú silu a dajú sa s ním spájkovať tenké aj masívne časti, ak nôž správne rozložíte. Podobne môžete použiť aj klasický klinovitý hrot.
Prehriatie spájkovačky
Pri absencii regulátora napätia sa spájkovačka môže zahriať nad 300 0 C, čo vedie k jej spáleniu. Ak nie je možné zmerať teplotu hrotu, prehriatie možno zaznamenať varom a striekaním kolofónie.
Teplotu spájkovačky môžete znížiť pomocou regulátora výkonu - stmievača. Tu si môžete vybrať konvenčné zariadenie na ovládanie jasu žiarovky. Je dôležité, aby to zodpovedalo výkonu.
Na mikroobvod Kr1182PM2 si môžete vlastnými rukami zostaviť tyristorový regulátor, ktorý vám umožní ovládať zariadenia s výkonom až 150 W.
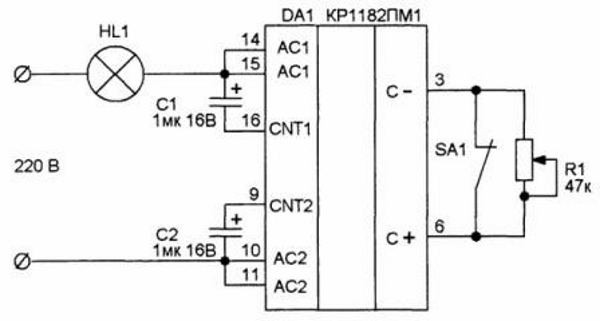
Urob si sám mikroobvodový regulátor výkonu
Lampa HL1 sa zobrazuje ako záťaž. Namiesto toho môžete pripojiť spájkovačku, ktorá je aktívnym zaťažením. Výkon je regulovaný premenlivým odporom R1.
Stmievače zabezpečujú plynulé zapínanie a vypínanie záťaže. Pre spájkovačku to nie je potrebné a vystačíte si s jednoduchším zariadením.

Schéma zapojenia jednoduchého tyristorového regulátora
Kladný polcyklus nie je riadený a prechádza cez diódu VD1. Regulácia sa vykonáva iba prostredníctvom záporného polcyklu ovládaním tyristora VD2 pomocou variabilného odporu R2. Na spájkovačku to úplne stačí.
Miniatúrne ovládacie zariadenia sú zabudované do rukoväte spájkovačky. Najlepšie spôsoby udržiavanie optimálna teplota spájkovanie sa používa v spájkovacích staniciach, kde môže byť režim manuálny alebo automatický.
Spoločná spájkovacia stanica "Weller"
Pre domácu sieť so stabilným napájacím napätím postačuje ručné ovládanie ohrevu v závislosti od značky spájky.
Spájkovačka sa opotrebováva nerovnomerne. Pri vyhorení sa na povrchu hrotu objavia nepravidelnosti. Z času na čas ho treba nabrúsiť a pocínovať.
Meď sa pri zahrievaní rozpúšťa v spájke a dlhodobé zahrievanie bez použitia vedie k vytvoreniu vrstvy oxidov. Preto sa odporúča spájkovačku počas prestávok vypnúť alebo znížiť jej teplotu.
Zaistenie hrotu spájkovačky
Prítomnosť odnímateľného hrotu umožňuje jeho odstránenie a ostrenie. V mnohých prevedeniach je však potrebná dodatočná fixácia, pretože tyč začína visieť a vypadávať. Má kovové puzdro, ktoré sa hodí na vrch. Ak ho pri výmene hrotu neustále odstraňujete, pevnosť spojenia sa zníži. Puzdro môžete nechať na mieste, ale časom sa zasekne a bude ťažké odstrániť hrot.
Na vytvorenie spoľahlivého spojenia medzi telom spájkovačky a hrotom je objímka vymenená za inú, aby sa dala ľahko nasadiť. Potom sa do nej vyvŕta otvor a vyreže sa závit M3 alebo M4. Po nasadení objímky na hrot sa do nej zaskrutkuje skrutka, čím sa vytvorí spoľahlivé spojenie a zamedzenie rotácie hrotu. Na obrázku nižšie je zobrazená spájkovačka rozložená (a) a zmontovaná (b), kde je ako objímka použitá bežná matica.
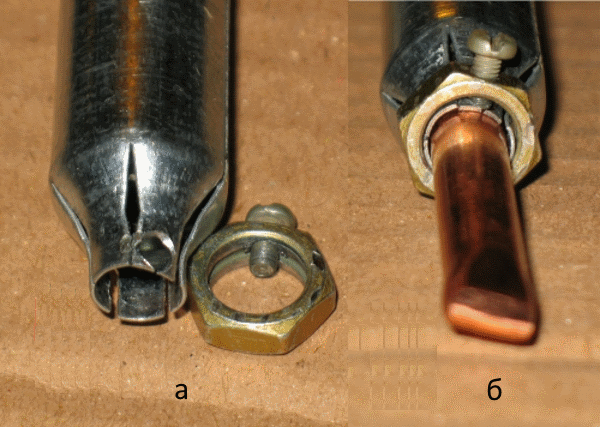
Ako vyzerá upevnenie náhradného hrotu spájkovačky?
Na reguláciu teploty spájkovačky je potrebný aj odnímateľný hrot. Ak ho vložíte do ohrievača v rôznych hĺbkach, teplota pracovnej časti sa zmení.
Z kĺbu je potrebné pravidelne odstraňovať vodný kameň. Keď sa hromadí, znižuje sa pracovná teplota spájkovačka Čistenie sa vykonáva takto:
- odstráňte medenú tyč z spájkovačky pomocou klieští;
- odstráňte vodný kameň šmirgľovou handričkou;
- naneste vrstvu grafitu na tyč trením tuhy;
- odstráňte zvyšný vodný kameň z otvoru vykurovacie teleso zľahka poklepaním;
- nainštalujte novú alebo vráťte starú medenú tyč a zaistite ju objímkou a skrutkou.
Izolácia spájkovačky by sa mala pravidelne kontrolovať. Za týmto účelom nastavte ohmmeter na hranicu megaohmov (1-10 mOhm) a zmerajte odpor medzi hrotom a kolíkmi zástrčky spájkovačky, ktorý by mal byť nekonečne veľký.
Lekcie spájkovania. Video
Základy spájkovania pre začiatočníkov sú zhromaždené v tomto videu.
Spájkovačka počas prevádzky časom vyhorí. Jeho hrot sa musí pravidelne brúsiť a pocínovať. Ak je tam protipožiarny náter pracovná plochačistené špeciálnym chemikálie, po ktorom sa aj pocínuje. Počas prevádzky je dôležité, aby sa spájkovačka neprehrievala.
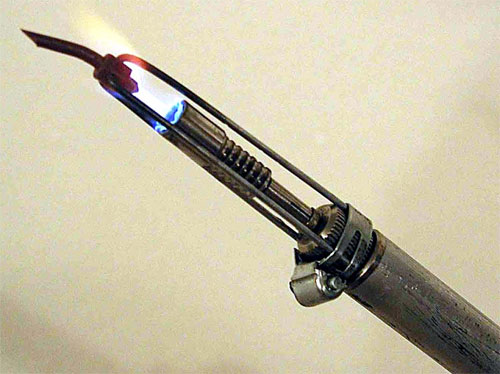
Pri dlhodobom spájkovaní zákrutov v elektrike sa pravidelne spájkovačka prehrieva, v dôsledku čoho hrot sčernie a veľmi zle roztaví spájku. Ak sa táto situácia stala vášmu nástroju, nebojte sa, všetko sa dá ľahko opraviť. Aby bola spájkovačka opäť použiteľná, stačí hrot pocínovať.
Takto vyzerá prehriaty a zoxidovaný hrot spájkovačky.
Pre správne pocínovanie hrotu spájkovačky je potrebné odstrániť zoxidovaný film. Dá sa to urobiť pomocou súboru, brúsny papier brúsny kameň alebo akýkoľvek iný abrazívny materiál. Mal som po ruke 3M brúsnu špongiu. Pretože pri spájkovaní nezáleží na tom, či je rovina hrotu správna alebo nie, je celkom možné odstrániť oxidovaný film. Ale ak je dôležité, aby okraje hrotu boli ploché a rovnomerné, potom je lepšie použiť pilník. Hrot spájkovačky otrieme o brúsny materiál.

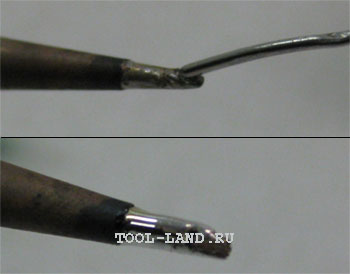
Špičku trieť, kým nebude hladká a lesklá.

Zapojte spájkovačku. Chvíľu počkáme, kým sa zohreje a špičku namočíme do kolofónie. Nemal som žiadnu kolofóniu, ale našiel som tavidlo na spájkovanie elektroniky, ktoré nie je potrebné zmývať.

Bez toho, aby sme čakali, kým sa kolofónia odparí, nanesieme na hrot spájku a začneme ju trieť na drevenej doske. Spájka sa spočiatku nebude dobre držať na hrote, ale trochu ňou pošúchajte dosku a spájka pokryje celú pracovnú plochu hrotu.

Ak sú na hrote miesta, ktoré nie sú pokryté spájkou, mali by ste hrot opäť ponoriť do kolofónie a potrieť ho spájkou na doske. Ak tieto miesta stále zostávajú, potom ste s najväčšou pravdepodobnosťou neodstránili zoxidovaný film z hrotu správne a mali by ste všetko zopakovať. Takto by mal nakoniec vyzerať hrot spájkovačky, hladký a lesklý.