Наша ювелирная мастерская предоставляет услугу по пайке цепочек, если она порвалась, или сломался замочек. Иногда возникают ситуации, когда цепочка сделана из материала, который невозможно определить, или присутствует камень, а пайка к таким материалам не применима. В этом случае используется контактная или лазерная сварка. Для этого метода, также как и при обычной сварке, подгоняются места разрыва и производится сварка. Для этого метода используют аппарат контактной сварки или лазер. Наша ювелирная мастерская имеет на вооружении только лучшее оборудование от лучших производителей. Наша ювелирная мастерская преследует 2 цели: высокое качество работы и безупречность изготавливаемых изделий.
Мы предоставляет следующие услуги:
- запаять звенья порвавшейся цепочки;
- пайка пустотелых золотых цепочек и пустотелых серебряных цепочек;
- замена замка;
- уменьшение длины браслета;
- вставка камня;
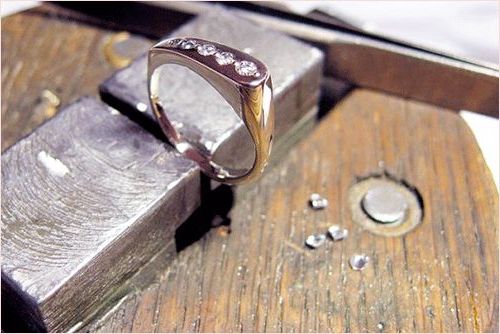
- правка кольца;
- увеличение или уменьшение размера кольца;
- запайка излома в кольце в серьге, браслете, кулоне (с камнем/без камня);
- ремонт замков (серёжек, золотых цепочек, браслетов);
- замена замка у серебряной цепочки, или цепочки с другого драгметалла;
- закрепление камня (в кольцах, серьгах, довесках, браслетах, колонах, брошках);
- полировка ювелирного изделия;
- мытьё ювелирного изделия;
- реставрация ювелирных изделий;
- переплавка золота, используя сломанное изделие или старое золото;
- создание новых украшений.
Самая частая поломка - это разрыв золотой цепочки и поломка крепления серебряной цепочки. Данная проблема легко устраняется. Ювелир проводит пайку цепочки сразу при вас. Для этого нужно всего лишь правильно подогнать места разрыва одно к другому. Далее мастер проводит пайку цепочки. После чего место пайки цепочки отбеливается, затем шлифуется и полируется. Если золотая цепочка выполнена из белого золота, то на неё наносится металл родий гальваническим методом.
Иногда в золотую цепочку или цепочку из другого материала нужно добавить несколько звеньев. Тогда принимается решение - использовать для этого ручную работу или использовать компьютерные технологии. При ручном добавлении звеньев происходит следующее: мастер сначала отливает метал, потом протягивает его в фильерой доске, обтачивает и предаёт необходимую форму звена. Следующим этапом этой работы будут подгонки и пайка звеньев цепочки, которые требуется добавить. В случае если звенья будут смоделированы в специальных программах, звено должно быть вырезано на станках, а позже отлито в металле. После этого идёт шлифовка, пайка, отбеливание и полировка.
Пайка и сварка ювелирных изделий |
||
|
Пайка цепочки (простое плетение, один разрыв) |
||
|
Пайка цепочки (сложное плетение, один разрыв) |
||
|
Пайка кольца без камней |
||
|
Пайка кольца с камнями |
||
|
Лазерная сварка |
||
|
Замена пружины в карабине |
||
|
Ремонт штифтового звена браслета с изготовлением штифта |
||
Закрепка камней |
||
|
Закрепка синтетических вставок |
||
|
Закрепка полудрагоценных вставок |
||
|
Закрепка драгоценных камней |
Договорная |
|
|
Вклейка жемчуга за 1 ед. |
||
|
Раскрепка изделия (цена за камень) |
||
Чистка ювелирных изделий |
||
|
Чистка изделия в ультразвуковой ванне |
||
|
Чистка изделия парогенератором |
||
Реставрация ювелирных изделий
Восстановление эмали |
||
|
Восстановление холодной эмали (одноцветная, простое изделие) |
||
|
Восстановление горячей эмали (многоцветная, сложное изделие) |
||
Восстановление покрытия (гальванопластика) |
||
|
Родирование изделий (до 7 грамм) |
||
|
Золочение изделий (до 7 грамм) |
||
|
Серебрение |
||
|
Чернение |
||
Шлифовка/Полировка ювелирных изделий |
||
|
Полировка (обновление) изделия, включая чистку в УЗМ |
||
|
Полировка (с предварительной шлифовкой),включая чистку в УЗМ |
||
Изменение размера изделий |
||
|
Увеличение и уменьшение классических обручальных колец (цена за один размер) |
||
|
Увеличение кольца без камней, без эмали, без гравировки на один размер |
||
|
Увеличение кольца с камням(и), эмалью, гравировкой на один размер |
||
|
Увеличение кольца путем вставки (металл оплачивается отдельно) |
||
|
Уменьшение кольца без камней,без эмали, без гравировки |
||
|
Уменьшение кольца с камням(и), эмалью, гравировкой |
||
|
Уменьшение кольца с камням(и) первой группы (бриллиант, рубин, сапфир, изумруд, александрит или крупный камень второй группы свыше пяти ct) |
||
Гравировка на ювелирных изделиях |
||
|
Ручная гравировка |
||
|
Механическая гравировка |
||
|
Гравировка изображений |
||
|
Гравировка сувениров |
||
|
Гравировка промо изделий |
||
|
Гравировка нестандартных изделий |
||
*Для определения точной стоимости работ ремонта ювелирных изделий обратитесь с изделием в мастерскую либо свяжитесь по телефону или электронной почте.
Это очень полезный опыт, который всегда может пригодиться в жизни человека. Ювелирные изделия из серебра рано или поздно ломаются или просто выходят из строя, поэтому при их поломке может потребоваться срочный ремонт.
Для реставрации старых или сломанных изделий из серебра, часто применяется пайка серебром. Пайка серебром в домашних условиях осуществляется различными серебряными пропоями. Информацию о , можно отыскать в справочнике по металловедению. характеризуются различным химическим составом, температурой плавления, плотностью и удельным электрическим сопротивлением.
Требует очень большого навыка и смелости. Для пайки серебряных деталей должен быть правильно подобран подходящий флюс и припой из серебра. Нельзя использовать при пайке серебра – серебряный лом, так как сам припой должен иметь температуру плавления ниже, чем температура сплавляемых деталей. Если температура плавления серебряного припоя и сплавляемого изделия будут одинаковыми, то оно при пайке может просто потечь - одновременно с припоем.
Пайка изделий из серебра - электрическим паяльником
Для пайки ювелирных изделий из серебра, используют электрический паяльник или газовую горелку. Качество пайки серебром зависит от нужной температуры плавления, которую могут создать электропаяльник или газовая горелка. Обычные электрические паяльники не дают достаточно высокой температуры плавления - для пайки серебряными припоями. Если есть денежные средства, то лучше ремонтировать сломанное изделие из серебра у ювелира и не рисковать. Паять серебро - твердыми припоями, дело не простое. Нельзя паять серебро с эмалью или чернением, твердыми высокотемпературными припоями. Были случаи, когда при пайке ювелирных изделий из серебра, закрепленные в них натуральные камни (кроме рубинов, сапфиров и бриллиантов) - не выдерживали высокую температуру.Обычный электрический паяльник с разогревающимся жалом, работающий от электрической розетки, не имеющий открытого пламени - как у газовой горелки, для плавки серебряными припоями не пригоден. Суть пайки серебром заключается в прочном соединении деталей. Если в результате пайки электропаяльником и будет образовано некое поверхностное сцепление сплавляемых деталей, то оно будет не намного лучше клея. Однако при помощи электрического паяльника можно скрепить поверхности крупных деталей, с созданием массивного слоя серебряного припоя. Обычный электрический паяльник с жалом, как правило, предназначен для пайки оловянно – свинцовыми припоями, а не припоями содержащими: , и . Такой электропаяльник рассчитан на плавление припоев с температурой плавки – 300 градусов, а нам нужно 700 – 800.
Что такое пайка ювелирных изделий из серебра?
Пайка серебром это неразъемные соединение различных элементов, изготовленных из серебра и его сплавов, при помощи легкоплавких материалов содержащих серебро и другие компоненты, где температура серебряных припоем - должна быть ниже, чем температура плавления основного материала.В зависимости от вида металлов подлежащих соединению, условий пайки и многих других факторов, могут быть различные технологии пайки серебром. Например, технологический процесс пайки ювелирных украшений из серебра - при сборке или реставрации и технология пайки электронных печатных плат - своими руками, могут существенно отличаться.
Пайку серебром человек может освоить самостоятельно дома или просто доверить эту работу профессионалу. Прежде чем приступить к пайке серебром, необходимо подготовить нужные инструменты и материалы: электрический паяльник или газовую горелку, необходимый серебряный припой и флюс - колофоний.
Перед тем как приступить к пайке серебром, нужно очистить рабочую поверхность детали - от оксидной пленки. Только таким способом, можно достичь качественного соединения материала с серебром.
Затем потенциальное место пайки, нагреваем до такой температуры, чтобы она была выше температуры плавления припоя. Однако при прогреве существующих поверхностей, обладающих хорошей теплопроводностью, электрический паяльник может не справиться с качественным прогреванием, так как может оказаться недостаточно мощным. При недостаточной мощности электрического паяльника, прогрев лучше осуществлять при помощи газовой горелки.
При пайке серебром - серебряных деталей, необходимо защитить место пайки от негативного воздействия воздуха. Для создания защитного слоя над местом пайки, применяется флюс – колофоний. При расплавлении серебряного припоя, флюс равномерно распределяется по металлической поверхности.
При пайке ювелирных украшений из серебра, можно пользоваться как высокотемпературными припоями - соответствующими пробам серебра самого спаиваемого изделия, так и низкопробными припоями, содержащими в своем составе серебро. Соединять серебряные детали - в ювелирных украшениях, при помощи пайки оловом, с низкой температурой плавления, следует только в случае крайней необходимости. Не проинформированный об оловянном припое ювелир, может начать пайку ювелирного изделия - высокотемпературными припоями, что приведет к сгоранию олова и разрушению изделия.
Украшения и некоторые предметы быта, изготовленные из серебра, уже на протяжении многих десятилетий популярны среди большого количества людей. Но рано или поздно такие вещи могут потребовать ремонта, особенно если человек пользуется ими ежедневно, к примеру, никогда не снимает браслет или цепочку. Пайка серебра может осуществляться не только в мастерской профессионала, но и дома своими руками. Как паять серебро в домашних условиях? Чтобы ответить на этот вопрос, следует разобраться в особенностях процесса пайки.
Процесс спаивания
Прежде чем приступить к работе, необходимо узнать все о физических и химических свойствах металла, с которым придется работать. Температура плавления серебра составляет 960 градусов Цельсия, в то время как для меди этот показатель равняется 1083 градусам, а для золота - 1063. Известно, что все ювелирные изделия из серебра изготовлены не из чистого металла, а из сплава, основная часть которого приходится на серебро, а остальное - на лигатуру. Поэтому температура плавления сплава будет зависеть от его составляющих.
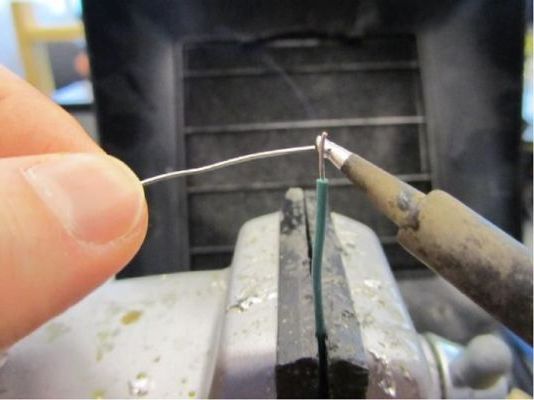
Пайка серебряной цепочки
Для паяния серебра используются серебряные припои, которые обладают определенными физико-химическими свойствами. Припой широко применяется в промышленном производстве, поскольку он гарантирует надежность, прочность и устойчивость к процессу коррозии сварных швов. Информацию о температуре плавления припоев можно узнать из тематической литературы. Наиболее популярными припоями считаются ПСр-25, ПСр-10, ПСр-12 (число соответствует процентному содержанию металла в припое, ПСр - припой серебра), но для усиления защиты от коррозии может использоваться ПСр-70. А вот для заполнения трещин на изделиях подойдет припой с низким содержанием серебра.
Чтобы спаять серебро самостоятельно, следует знать об особенностях выбора припоя. Для работы можно смело приобретать тугоплавкий припой с температурой плавления 240 градусов, характерной для ПСр-2 и ПСр-2,5. Если есть желание, изготовить такое вещество можно своими руками следующим образом:
- Берут припой, состоящий из серебра (45%), меди (25%) и цинка (30%).
- Помещают его в муфельную печь и плавят под флюсом. Смесь помещают на подложку и дают ей остыть.
- Как только смесь остынет, ее следует пропустить через вальцовочный станок. Должны получиться листы толщиной в полмиллиметра. Для работы над серебром понадобятся фрагменты шириной до трех миллиметров.
Вместо припоя, в домашних условиях можно использовать обычный флюс, представленный тетраборатом натрия и поташем, взятыми в одинаковых пропорциях. Если поташа в доме нет, вместо него можно взять пищевую соду. Что касается буры, то она представлена водным раствором, поэтому ее следует предварительно высушить. Для этого буру помещают в чашу для выпаривания и ставят емкость на конфорку. Затем включают слабый огонь и приступают к выпариванию.

Работа над серебряной оправой очков
На горячей буре будут образовываться пузыри, которые необходимо разрушать с помощью металлического стержня. Как только вещество выпарится, емкость с ним следует снять с огня, в противном случае оно расплавится, чего нельзя допускать. Как только бура остынет, ее следует растереть в ступке и смешать с поташем.
Если приходится работать над ремонтом мелких изделий, в частности, если нужно отремонтировать серебряную цепочку, то можно применять обычную газовую горелку. Такой инструмент прост в эксплуатации, что является его преимуществом. А вот электропаяльник использовать нельзя, поскольку он пригоден для работы с металлами, имеющим температуру плавления не более трехсот градусов, а для спаиваемого серебра этот показатель составляет не менее семисот градусов. Если запаять элементы изделия из серебра электропаяльником, то они будут непрочно скреплены, из-за чего изделие вновь потребует ремонта.
Отвечая на вопрос о том, как спаять изделие из серебра, нужно уточнить, что в качестве припоя ни в коем случае нельзя использовать . Все дело в том, что и лом, и ремонтируемое изделие имеют аналогичную температуру плавления. Использования лома в качестве припоя может закончится тем, что все серебро попросту потечет.
Процесс требует наличия определенных инструментов. Вот их список:
- кирпич;
- припой;
- флюс;
- травильный кислотный раствор;
- серная печень - это полисульфиды натрия, получаемые в результате плавления двух частей соды и одной части серы;
- тонкая кисть;
- пинцет;
- кусачки;
- медные щипцы;
- газовая горелка;
- небольшой отрез чистой ткани.
Техника выполнения работы
- Перед тем как приступить к пайке серебра, следует подготовить изделие из него к работе, а именно очистить его от загрязнений (для этой цели подойдет обезжириватель). На обработанную поверхность изделия кисточкой наносится тонкий слой флюса.
- Затем детали, которые нуждаются в пайке, помещаются на кирпич. Для надежной фиксации элементов нужно использовать зажимы и нихромовую проволоку.
- На деталь, нуждающуюся в спаивании, помещают фрагмент припоя. Как взять фрагмент: нужно взять полоску и с помощью кусачек отрезать кусочек размером 2 на 2 миллиметра.
- Берут газовую горелку и подводят ее сбоку украшения. Обрабатываемое место равномерно прогревается, но как только флюс расплавится, пламя следует усилить и продолжать работать до тех пор, пока не образуется шов.
- После паек изделие следует очистить от флюса и излишков припоя. Для этой цели подойдет наждачная бумага.
- Затем украшение следует опустить в емкость с водой, а после - в травильный раствор. Если раствор попал на кожу, следует немедленно смыть его водой.
Во время работы следует позаботиться о соблюдении правил техники личной безопасности. Прежде всего необходимо обеспечить доступ воздуха к рабочему помещению - достаточно открыть окно. Работать следует в джинсовом фартуке (джинсовая ткань плохо воспламеняется) и в защитных очках.
Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Но многие из них несложно восстановить, главное знать, как паять серебро в домашних условиях.
Особенности технологии соединения металлоизделий
Чтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях.
Выбор материала для соединения металлических изделий
Серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
- цинк 30 %;
- медь 25 %;
- серебро 45 %.
Расплавить эти компоненты получится в под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм.
Для создания деталей применяют полосы шириной около 1—3 мм. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.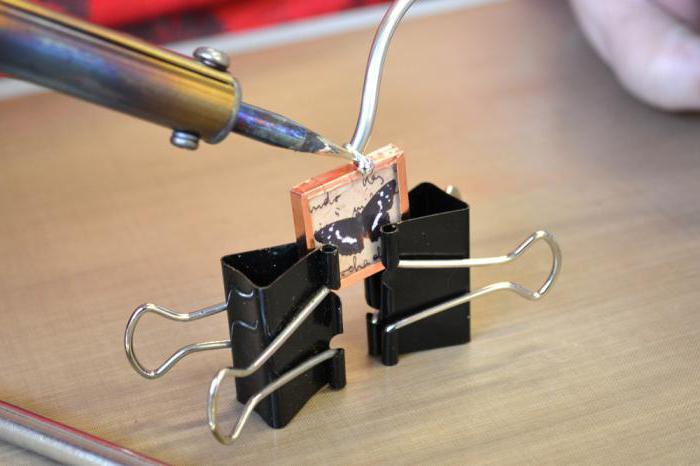
Как паять серебро паяльником?
Перед тем серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла.
Соединение серебряных изделий газовой горелкой
Прежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Причем металлические детали должны поместиться в них целиком.
Украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:

Как паять серебро оловом?
Пайку оловом серебряных украшений осуществляют редко, поскольку их ремонт в дальнейшем может привести к печальным последствиям. Например, когда ювелир не в курсе, что изделие ранее скреплялось этим металлом, может использовать для его пайки обычный высокотемпературный припой. Эти действия приведут к тому, что оно попросту сгорит.
Не стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды.
Соединение деталей или ремонт трещин в ювелирных изделиях, элементах электротехники требует использования разных материалов и технологий, исходя от выбора инструмента (паяльника или газовой горелки). Перед тем, как паять серебро в домашних условиях, следует ознакомиться с техническими параметрами процесса:
- Оптимальная температура плавления серебра 960 гр. (изделия из меди и золота плавятся при нагреве до 1083 и 1063 гр. соответственно).
- Для работы используются серебряные припои: ПСр-25, ПСр-10, ПСр-12. Их маркировка включает буквенные и цифровые знаки (они сообщают о процентном соотношении серебра в припоях). С увеличением требований к прочности, стойкости к коррозийным образованиям, требуется повышенное содержание серебра в припоях, до 70%. Например, сплав ПСр-12 позволяет создавать качественные швы на патрубках, коллекторах, штуцерах и прочих изделий, содержащих от 58% меди. Среди современников популярен сплав ПОС-40, состоящий на 40% из олова и 60% из свинца. Заменитель ПОС-40 включает 2,5% серебра, оставшуюся часть составляет свинец.
- При работе с ювелирными изделиями важным критерием выступает использование высокотемпературного припоя, соответствующего пробе металла, или низкопробных материалов с включением серебра в состав. Применение олова для соединения серебряных деталей может вызвать в дальнейшем трудности при ремонте. Не проинформированный мастер может начать пайку с помощью высокотемпературного припоя. Как результат - изделие сгорит.
Пайка серебряных деталей помощью паяльника
Пайка предусматривает создание неразъемных соединений металлических изделий, с использованием серебра и легкоплавких материалов (их температурный режим для плавления ниже основных заготовок).
Особенности проведения работ:
- При пайке электронных систем с включением серебра в составе следует воспользоваться припоем ПОС-60, с температурой плавления в 180 гр. На рынке встречается тиноль в виде тоненьких трубок, наполненных смолой. Она используется в качестве флюса, предотвращающего возможность образования окиси на металле.
- Дальнейшая защита рабочей поверхности деталей, предусмотренных для пайки, требует удаления образовавшейся за длительный период оксидной пленки. Это обеспечит достижение высокого качества внутренних соединений материала с серебром.
- Соединяемый участок следует разогреть до температурного режима, превышающего верхний предел плавления припоя. Из-за слабой мощности паяльника возможно образование трудностей при прогреве изделий с низкой теплопроводностью.
- Для обеспечения качественной защиты соединений от проникновения воздуха, следует воспользоваться колофонием, способным создать защитную пленку на участке, где планируется осуществление пайки. В процессе плавления припоя флюс равномерно распределяется по металлическому покрытию.
Как подготовить паяльник?
При первом подключении паяльника к сети возможно образование дыма. Это свидетельствует о выгорании масел, которые служат для консервации прибора. Достаточно обеспечить проветривание помещения. При подготовке наконечника, допускается его создание в виде отвертки, что придаст плотности и высокой стойкости к износу. Для создания острых или усеченных конусов, четырехгранных пирамид, угловых скосов с одной стороны можно заточить паяльник наждаком или напильником. Предохранить медь от окисления позволят никелевые покрытия. Для пайки мелких деталей оптимальным решением станут острые конусные или ножевые формы наконечников.
Инструкция по работе с паяльником, оснащенным медным жалом без покрытия, требует его лужения для предупреждения окислений и износа. В противном случае возможно образование тонкого слоя окалины, и припой не будет прилипать к нему. Лужение «жала» осуществляют путем разогревания паяльника до рабочей температуры, касанием «жала» к канифоли, расплавления на нем припоя и растирания о деревяшку. Эти меры предосторожности позволяют сократить постепенное разъедание флюсом и растворение жала припоем.
Выбор припоя
Припой для серебра продается в специализированных магазинах. Предпочтительны тугоплавкие варианты с температурой плавления от 240 гр. Рекомендованы сплавы с маркировкой ПСР2 и ПСР-2,5 или специализированная паста для пайки.
Допускается изготовление припоя своими руками. Они включают в состав серебро 45%, медь 25% и цинк 30%. Плавление компонентов обеспечивается в муфельной печи под флюсом. Готовую смесь выливают на подложку с дальнейшим пропусканием через вальцовочный станок, что позволяет получить листочки толщиной 0,5 мм. Для пайки используют полосы шириной 1-3 мм, от которых отрезают куски заданной длины. В процессе пайки на соединяемый участок воздействует атмосферный воздух. Предотвратит окисление и другие негативные реакции позволит флюс (колофоний). При нагревании припоя флюс равномерно распределяется по металлическому покрытию, изолируя участок сварки.

Техника плавления с помощью паяльника
Различают две основных методики пайки паяльником:
- Подачу (слив) припоя на изделия с кончика паяльника.
- Подачу припоя непосредственно на обрабатываемую поверхность.
В любом случае следует осуществить предварительную подготовку деталей к пайке, произвести их установку и фиксацию в исходном положении, нагреть инструмент и смочить место спая флюсом. Дальнейшая процедура определяется выбором технологии.
При подаче припоя с паяльника, на нем следует расплавить небольшое количество припоя (пока он будет удерживаться на кончике) и прижать «жало» к соединяемым изделиям. Флюс будет закипать и испаряться, а разогретый припой перейдет от паяльника на шов. Припой распределяют наконечником по шву.
О недостатке припоя сообщит металлический блеск жала. При заметном изменении формы жала можно судить о слишком большом количестве припоя.
При подаче припоя непосредственно на шов, следует разогреть детали до температуры пайки, и подать припой на изделие или встык между нагретым наконечником и деталью. В процессе плавления припой заполняет стыки между соединяемыми изделиями. Выбор технологии определяется типом работ. Первый вариант подходит для мелких работ, второй способ - для крупных изделий.

Если припой не течет, а мажется - детали недостаточно разогреты, следует воспользоваться более мощным прибором или разогреть паяльник до заданной температуры.
Не рекомендуется наносить большое количество припоя. Для создания качественной пайки следует предусмотреть на соединяемом участке оптимальный объем материала, обеспечивающим легкую вогнутость шва. При слишком большом количестве припоя, правильным решением станет его удаление.
О качестве спая сообщает его оттенок. Высшее качество - спай обладает ярким блеском. Недостаточный уровень температуры придает зернистой структуры, губчатая поверхность - брак. Пережженный припой имеет матовый оттенок и обладает низкой прочностью.
Использование активных (кислотных) флюсов требует обязательного смывания их остатков после пайки. Этому послужит моющее средство или обычное щелочное мыло. В обратном случае возможно разрушение металла от оставшихся кислот.
Важно знать! Паяльники идеально подходят для свинцовых припоев с более низким температурным режимом. С целью предотвращения порчи ювелирных изделий оптимальным вариантом станет применение газовой горелки.

Пайка серебра газовой горелкой
Для проведения качественного ремонта следует запастись:
- Изолирующим огнеупорным основанием (кирпичом или асбестовой плитой).
- Серебряным припоем.
- Флюсом.
- Травильным кислотным раствором.
- Серной печенью.
- Маленькой кистью.
- Кусачками.
- Пинцетом.
- Газовой горелкой.
- Медными щипцами.
- Чистой тканью.
Подготовка рабочего места
До начала работ требуется предусмотреть наличие вентилятора, позволяющего проветрить помещение при необходимости. С целью уменьшения количества дыма, специалисты рекомендуют открыть окна и включить вентилирующее устройство. Важно держать сильные струи далеко от участка проведения работ. В противном случае процесс охлаждения может привести к образованию трудностей в процессе пайки.

Подготовка пинцета и медных щипцов позволит справиться с высокотемпературным режимом. Последние не образуют коррозию и не влияют на качество травильного раствора. Пинцет служит для удержания серебряных элементов. Допускается изготовление пинцета из любого металла.
![]()
Для принятия мер предосторожности важно предусмотреть очки и фартук. Первые предотвращают попадание в глаза случайных брызг. Наличие джинсового или холщового фартука способствует минимизации вероятности возгорания одежды. Не рекомендовано использование свободных или свисающих вещей. Приступая к работе, следует подвернуть длинные рукава и галстук, скрыть длинные волосы.

При подготовке емкости с водой, используемой для ополаскивания серебра по окончанию процесса, важно предусмотреть наличие достаточной глубины, позволяющей разместить изделие целиком.

Приобретая «затравку» или кислотный раствор, следует убедиться в наличии маркировки для серебра. Она обычно поступает в продажу в виде порошка. До начала пайки порошок растворяют в воде и разогревают в кастрюле или специальном травильном горшке. Исключено применение кастрюли, микроволновки или духовки, предусмотренной к повторному применению для изготовления пищи. После травильного раствора возможно образование металлического запаха или следов токсичных материалов. Не рекомендуется взаимодействие стали с травильным раствором. Готовый раствор хранят до 3 недель.

Подготовка флюса своими руками
Для осуществления процесса требуется бура, ее засыпают в стакан, заполняют водой и прогревают через водяную баню. Полученной смеси дают остыть. Для размельчения образовавшихся кристаллов используют ступку.
При покупке флюса, оптимальным решением станет вариант общего назначения, или для «наплавки» (паста, жидкость). Его назначение заключается в очистке серебряного покрытия и теплопередаче. Он способствует удалению окиси, затрудняющей процесс соединения. Флюс для «наплавки» позволяет соединять детали при высоком температурном режиме, с химическим изменением поверхности.
Поэтапная инструкция
Качественная пайка серебра в домашних условиях производится ацетиленовой горелкой с плоским наконечником (заостренный вариант не подходит из-за быстрого отвода тепла, маленькая насадка грозит медленным нагреванием), весь процесс требует проведения ряда этапов:
- На огнеупорном основании размещают детали, предусмотренные для пайки. Важно предусмотреть жесткую фиксацию элементов, относительно друг друга. Этому послужат зажимы и нихромовая проволока. Важно понимать, что с уменьшением зазоров в зоне сварочного соединения, растет вероятность получения красивого и качественного шва.
- После очистки поверхности от оксидных пленок, следует покрыть детали с помощью тонкого слоя флюса. Допускается присыпка флюсом или приготовление необходимого количества кашицы с водой. Ее наносят кистью.
- Пайка. На участке, где будет производиться сварка, следует разместить кусок припоя. Оптимальные размеры составляют 2х2 или 2х1 мм. Толщину 0,5 мм делят на части до получения желаемого размера. В работе требуется использование кусачек или бокорезов.

- Газовую горелку подводят к боковой части изделия. Осторожно прогревают участок, где будет производиться сварочное соединение. Важно следить, чтобы поток горячего газа не повлиял на перемещение припоя и флюса, контролировать равномерное прогревание. В процессе разогрева флюса увеличится пламя, пока припой не образует паяный шов. По мере необходимости, можно аккуратно добавить припой и флюс.
- Для заполнения трещин, следует воспользоваться «легким» серебряным припоем с небольшим включением серебра, это обеспечит процесс плавления при более низком температурном режиме. Соединить две части вместе поможет «средний» или «твердый» припой с большим включением серебра, что обеспечит создание более крепкого соединения.
- Финишная обработка требует очистки изделий от флюса. Лишний припой удаляют наждачной бумагой или надфилем. Остается покрыть поверхность кислотным раствором для почернения и осветления.
Внимание! Обработку серебра можно производить с помощью тинолей, отличающихся низким уровнем серебра в составе.
Как соединить серебряные детали?

Порядок действий включает:
Очистку серебра. Использование обезжиривателейй рекомендовано при работе с замасляным или сильно загрязненным серебром. Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.

Нанесение флюса на соединение. Приготовление флюса требует соблюдения инструкции на упаковке. Для его нанесения на готовые изделия требуется использование маленькой кисти. Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Оптимальным вариантом станет подготовка небольшого количества флюса в отдельной емкости, так как неоднократное погружение кисточки в основную бутылочку приведет к загрязнению и негативному воздействию на основные функции.

Расположение серебряных изделий для соединения. Разместив 2 изделия на паяльном кирпиче, следует предусмотреть физическое соприкосновение, обеспечивающее правильность соединения.

Расположение припоя на соединении. Используя пинцет, позволяющий захватить кусочек припоя, следует осторожно разместить его у одного конца трещины или разрыва. По мере плавления, он растечется по всему участку, где имеется флюс. Это исключает необходимость в покрытии припоем всей длины щели.

Припой нужно нагревать до образования жидкого состава. При розжиге горелки, требуется предусмотреть установку максимальной температуры. Весь процесс пайки заключается в ряде этапов:
- В поднесении горелки к месту соединения на промежутке 10 см и вращении по кругу, равномерно прогревая все элементы.
- Медленном поднесении пламени к участку соединения, сконцентрировавшись на припое.
- По мере достижения припоем точки плавления, он быстро растечется на обработанные флюсом участки серебра.
Если один из стыкуемых элементов имеет толщину больше другого, следует прогреть толстый участок с тыльной стороны до начала плавления припоя. Затем следует быстро прогреть тонкий.
В ряде случаев понадобится пинцет, позволяющий удерживать изделия в правильном положении, но следует разместить их далеко от пламени. Возможно появление необходимости в удержании небольших, тонких участков из серебра для обеспечения заданного уровня теплопередачи.

Опустив изделие в воду, следует погрузить его в травильный раствор и дать остыть на протяжении 1 минуты. Дальнейшее охлаждение производится путем обмакивания его в ванне с водой.
Травильным раствором принято считать кислотную ванночку, используемую для чистки ювелирных изделий после спаивания. Опустив в нее серебро, следует воспользоваться медными щипцами, и оставить его на несколько минут для удаления флюса и окисления. Важно предотвратить контакт с кожей, одеждой или инвентарем, что может повлиять на образование коррозии.

Промыв участок соединения водой, остается протереть его насухо тканью. При правильной организации работы изделие будет крепко соединено.