Лужение
К атегория:
Пайка
Лужение
Покрытие поверхности металлических изделий тонким слоем соответствующего назначению изделий сплава (олова, сплава олова со свинцом и др.) называется лужением, а наносимый слой - полудой.
Лужение, как правило, применяют при подготовке деталей к пайке, а также для предохранения изделий от коррозии, окисления.
Лужение - подготовительная операция при заливке подшипников баббитом.
Полуду приготавливают так же, как и припой. В качестве полуды пользуются оловом и сплавами на оловянной основе.
Сплавами из 8олова со свинцом и цинком лудят металлические изделия в целях предохранения от ржавчины. Красивую белую и блестящую полуду для лужения художественных изделий получают из сплавов олово с висмутом (90 -10%).
Процесс лужейия состоит из подготовки поверхности, приготовления полуды и ее нанесения на поверхность.
П одготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и от способа нанесения полуды. Перед покрытием оловом поверхность обрабатывают щеткамч, шлифованием и обезжириванием, травлением.
Щетками обрабатывают обычно поверхности; покрытые окалиной или сильно загрязненные. Изделия перед подготовкой промывают чистой водой, а при обработке применяют для ускорения процесса мелкий песок, пемзу и известь.
Неровности на изделиях удаляют шлифованием абразивными кругами и шкурками.
Химическое обезжиривание поверхностей изделий производится в водном растворе каустической соды (на 1 л воды - 10 г соды). Раствор наливают в металлическую посуду и нагревают до кипения. Затем в нагретый раствор погружают деталь на 10-15 мин, вынимают ее, промывают в чистой, несколько раз сменяемой теплой воде и просушивают. На хорошо обезжиренной поверхности капли чистой воды растекаются.
Жировые вещества удаляют венской известью. Минеральные масла удаляют бензином, керосином и другими растворителями. Медные, латунные и стальные изделия травят в течение 20 - 23 мин в 20 -30%-ном растворе серной кислоты с подогревом.
Лужение осуществляют двумя способами: погружением в полуду (небольшие изделия) и растиранием (большие изделия).
Лужение погружением выполняют в чистой металлической посуде, куда закладывают и в которой расплавляют полуду, насыпая на поверхность маленькие кусочки древесного угля для предохранения от окисления. Медленно погрузив в расплавленную полуду, изделия держат в ней до прогрева, затем вынимают, быстро встряхивая. Излишки полуды снимают, протирая паклей, оосыпанной порошкообразным нашатырем. Затем изделие промывают в воде и сушат в древесных опилках.
Лужение растиранием выполняют, предварительно нанеся на очищенное место волосяной щеткой или паклей хлористый цинк. Затем равномерно нагревают поверхность изделия до температуры плавления полуды, которая наносится от прутка. Обсыпав паклю порошкообразным нашатырем, растирают паклей нагретую поверхность так, чтобы на ней полуда распределилась равномерно. После этого нагревают и в таком же порядке облуживают другие места. По окончании лужения охладившееся изделие протирают смоченным песком, промывают водой и сушат.
Лужение - процесс покрытия поверхности детали (изделия) тонким слоем расплавленного олова или оло-вянно-свинцовистыми сплавами (припоем). Та часть олова или его сплава, которая наносится на поверхность металла, образует полуду.
Лужение металлоизделий производится с целью защиты их от ржавления (коррозии), подготовки поверхностей деталей к. паянию мягкими припоями или перед заливкой подшипников баббитом. Изделия, изготовленные, например, из меди, особенно пищевые котлы, окисляясь, покрываются зеленой пленкой; пища из такой посуды непригодна к употреблению, так как она содержит ядовитые окислы. Олово же не подвергается окислению, поэтому оно издавна применяется для защиты от коррозии консервной тары, столовых приборов, кухонной посуды и других изделий, связанных с хранением, приготовлением и транспортированием пищевых продуктов. Используется олово также для предохранения от окисления контактов и деталей радиоаппаратуры, для защиты кабелей от действия серы, находящейся в электроизоляционном слое резины, и т. п. Оловянные покрытия чрезвычайно пластичны и легко выдерживают вальцовку, штамповку и вытяжку. Детали, подвергнутые лужению, легко паяются.
Выбор полуды и флюсов. Для лужения пищевых котлов и посуды пользуются только чистым оловом марок 01 и 02. В частности, жесть для консервных банок лудят оловом марки 01, содержащим 99,9% чистого олова и не более 0,1% примесей. Марка 02 с содержанием олова 99,5-% и примесей не более 0,5% применяется для лужения кухонной посуды и котлов для приготовления пищи. Для лужения художественных изделий пользуются белой блестящей полудой, состоящей из сплава, содержащего 90% олова и 10% висмута. В качестве полуд для неответственных деталей можно применять сплав, состоящий из пяти частей олова и трех частей свинца. В ряде случаев лужение выполняют оловянно-свинцови-стыми припоями.
Обезжиривание и удаление окисной пленки с поверхности производятся путем травления в водном растворе соляной или серной кислоты. Для предохранения очищенной поверхности детали от окисления ее смазывают раствором хлористого цинка и сверху посыпают порошком нашатыря.
Методы лужения. Полуды можно наносить горячим путем и методом гальванического или контактного осаждения. Горячий метод лужения осуществляется двумя способами: погружением детали в ванну с расплавленной полудой или растиранием полуды на предварительно нагретой до 220-250°С поверхности.
Осаждение оло8а может осуществляться из кислых или щелочных электролитов. В состав кислых электролитов входят различные элементы, например сернокислое олово 40-50 г/л, серная кислота 50-80 г/л, сернокислый натрий 50 г/л, фенол технический (сырая карболовая кислота) или крезол 2-10 г/л, клей столярный 2-3 г/л и др. Рабочая температура ванны должна поддерживаться в пределах 15-25 °С.
В практике слесарной обработки наиболее часто приходится выполнять лужение деталей (изделий) способом погружения или способом растирания. Горячее лужение благодаря своей,простоте и легкости выполнения широко применяется в промышленности и в ряде случаев заменяет электролитический метод лужения.
Процесс горячего лужения состоит из подготовки поверхности детали и полуды, лужения и окончательной обработки облуженной поверхности (сушки, полирования и др.).
Подготовка поверхности к лужению начинается с тщательной очистки ее от грязи, жиров и окислов, препятствующих ровному и прочному соединению олова с облуживаемым металлом. Применяют механический и химический способы очистки.
Механический способ состоит в том, что поверхность детали очищают до блеска с помощью шаберов, напильников, абразивной шкурки, механизированных щеток и т. д. ч
Химический способ подготовки сводится к травлению поверхности металла кислотами. Поверхности деталей из стали, меди, латуни наиболее часто обрабатывают 20-30-процентным водным раствором серной кислоты в течение 15-25 мин. Медные и латунные детали можно травить раствором, содержащим 10% серной кислоты, 5% калиевого хромпика и 85% воды. Травление производится в ваннах - стеклянных, металлических, эмалированных и др. Выдержка при травлении поверхностей деталей в таком растворе составляет 1,5-2 мин. Подготовка к лужению заканчивается тщательной промывкой детали в проточной воде, очисткой поверхности влажным песком, окончательной промывкой в горячей воде, протиркой и сушкой. Для предохранения очищенной поверхности от окисления ее смазывают раствором хлористого цинка и сверху посыпают порошком нашатыря.
Приемы лужения. Лужение способом погру-жения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в ванну с раствором хлористого цинка, затем с помощью клещей, плоскогубцев или специальных крючков деталь вынимают из ванны и, не удаляя с поверхности хлористый цинк, погружают в ванну с расплавленной полудой, выдерживая в ней 2-3 мин. После этого облуженную деталь извлекают из ванны и сразу встряхивают, чтобы удалить излишки полуды. Пока деталь еще находится в горячем состоянии, ее быстро обтирают паклей с нашатырем для получения равномерного беспористого и гладкого слоя полуды. После остывания деталь промывают в воде и высушивают. Хорошие результаты дает сушка в древесных опилках.
Проследим процесс лужения способом погружения иа конкретном примере. Допустим, что нужно облудить наружные и внутренние поверхности трех металлических бачков емкостью 2 л каждый. Работу следует выполнять последовательно в четыре перехода (этапа).
Первый переход - очистить бачки и подготовить 10-процентный раствор каустической соды для обезжиривания. Раствор нагреть до 70-80 °С. Затем бачки поочередно или вместе погрузить в обезжиривающую ванну и выдержать в ней в течение 15-20 мин., в зависимости от степени загрязнения бачков, потом тщательно промыть их и высушить над источником тепла.
Второй п ер еход-г-нарубить олово на мелкие кусочки, погрузить их в ванну и нагреть до расплавления.
Третий переход - составить 5-7-процентный раствор соляной кислоты и нагреть до 35-40 °С, затем погрузить бачки в ванну и выдержать в ней 30-40 мин. После проведенного травления бачки тщательно промыть в проточной воде и высушить.
Четвертый переход - приготовить флюс (25-процентный раствор хлористого цинка) и погрузить в него бачки. Затем поочередно извлечь их из ванны с хлористым цинком и медленно погрузить в ванну с расплавленным оловом. Через 2-3 мин. вынуть бачки из ванны, быстро встряхнуть и обтереть паклей, пересыпанной порошком нашатыря, чтобы удалить излишки олова и получить ровный и гладкий беспористый слой полуды. После этого бачки промыть в проточной воде и высушить в древесных опилках.
При лужении способом растирания подготовленную к лужению поверхность детали смазывают раствором хлористого цинка, затем посыпают нашатырем и нагревают равномерно пламенем паяльной лампы или в горне на древесном угле. Когда хлористый цинк начнет закипать, на поверхность детали наносят олово в виде маленьких кусочков или порошка. Полуда, вступив в соприкосновение с нагретой поверхностью детали, начнет плавиться; ее сразу растирают холщовой тряпкой или паклей, пересыпанной порошком нашатыря. Растирать полуду нужно быстро, постепенно переходя от одного участка покрываемой поверхности к другому.
В процессе лужения необходимо внимательно следить за нагревом детали, так как при перегреве полуда сгорает. Признаком перегрева является появление синеватого оттенка на поверхности полуды. Облуженные поверхности нужно протереть влажным песком, тщательно промыть чистой водой, высушить и при надобности отполировать мягкой тряпкой или фланелью. При обнаружении мест с дефектами лужения (неприставшая полуда, пористость и т. п.) их нужно снова зачистить, протравить и произвести повторное лужение способом погружения либо растиранием. Следует помнить, что чем лучше подготовлена поверхность под покрытие, тем ровнее ляжет полуда и тем прочнее будет слой.
При описании технологических процессов пайки было упомянуто лужение - покрытие металлических деталей тонким слоем припоя.
Однако лужение можно использовать не только как один из этапов паяния, но и как самостоятельную операцию, когда вся поверхность металлического изделия покрывается тонким слоем олова для придания ему декоративных и дополнительных эксплуатационных качеств. В этом случае покрывающий материал носит название не припоя, а полуды. Чаще всего лудят оловом, но в целях экономии в полуду можно добавить свинец (не более трех частей свинца на пять частей олова). Добавление в полуду 5% висмута или никеля придает луженым поверхностям красивый блеск. А введение в полуду такого же количества железа делает ее более прочной.
Кухонную утварь (посуду) можно лудить только чисто оловянной полудой, добавление в нее различных металлов опасно для здоровья!
Полуда хорошо и прочно ложится только на идеально чистые и обезжиренные поверхности, поэтому изделие перед лужением необходимо тщательно очистить механическим способом - напильником, шабером, шлифовальной шкуркой до равномерного металлического блеска, либо химическим - подержать изделие в кипящем 10%-ном растворе каустической соды в течение 1-2 минут, а затем поверхность протравить 25%-ным раствором соляной кислоты В конце очистки (независимо от способа) поверхности промывают водой и сушат.
Сам процесс лужения можно осуществлять методом растирания, погружения или гальваническим путем (при таком лужении необходимо использование специального оборудования, поэтому гальваническое лужение на дому как правило, не осуществляется).
Метод растирания заключается в следующем подготовленную поверхность покрывают раствором хлористого цинка, посыпают порошком нашатыря и нагревают до температуры плавления олова.
А.Емельянов.
Технология лужения металлической посуды в домашних условиях.
Воссоздавая униформу и снаряжение армий прошлых эпох, реконструкторам нередко приходится заниматься реставрацией предметов старины. Как известно, подлинные вещи редко можно встретить в хорошем состоянии, поэтому, прежде чем использовать, их почти всегда необходимо отреставрировать. Однако, грамотно отреставрировать какой-нибудь раритет зачастую оказывается намного сложнее, чем просто изготовить его реплику. Тем более, что малейшая неточность может нанести непоправимый вред уникальному предмету, стоящему зачастую немалых денег.
Конечно, ввиду очевидной ветхости и непрактичности, в реконструкции редко используются подлинные предметы обмундирования и амуниции, изготовленные из ткани или кожи (фуражки, штаны, сапоги, ремни, подсумки и пр.), но разнообразные металлические предметы вооружения и снаряжения находят весьма широкое применение. К последним, в частности, относится медная и латунная посуда (котелки, кружки, миски), в достаточных количествах сохранившаяся с прошлых времён и вполне пригодная к использованию.
В отличие от стекла или керамики, металлическая посуда (особенно медная и железная) имеет один существенный недостаток. Под действием воздуха и пищевых продуктов её поверхность быстро окисляется и покрывается небезопасной для организма человека оксидной плёнкой. Во избежание этого, поверхность такой посуды, соприкасающаяся с едой, обычно покрывается другим металлом, лучше противостоящим внешнему воздействию.
Чаще всего для этой цели используется олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрытие металлической поверхности тонким слоем олова называется лужением , а сам слой олова – полудой .
В принципе, технология лужения очень проста и не требует больших затрат средств и особых навыков, но если вы вдруг задумаете полудить старый медный котелок или кружку, то с удивлением обнаружите, что вряд ли кто-нибудь сможет оказать вам в этом практическую помощь. Маленькие ремесленные мастерские и цыгане на рынках с их неизменным «лужу, паяю», похоже, навсегда ушли в прошлое, поэтому, если поблизости нет завода по выпуску консервной жести, то, скорей всего, вам придётся рассчитывать на собственные силы.
В специальной литературе можно найти описание до десятка различных способов лужения, но большинство из них не применимы в обычных условиях, так как достаточно трудоёмки и требуют специального оборудования или сложных реактивов. Вряд ли имеет смысл все их здесь приводить, поэтому ограничимся самым простым и доступным способом.
Для него понадобятся кусок чистого пищевого олова, наждачная бумага, паяльная кислота или нашатырный спирт, пакля, газовая или электрическая плита и, наконец, объект нашего эксперимента – медная или латунная посуда.
Сам способ сводится к следующему. Внутреннюю поверхность посуды при помощи наждачной бумаги (песка или золы) очищают от грязи и окислов, промывают водой и натирают паяльной кислотой (либо нашатырным спиртом). Затем посуду разогревают на плите, расплавляют в ней немного олова и тщательно растирают его паклей, наводя вчерне слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Эту операцию повторяют до тех пор, пока вся поверхность посуды не покроется ровным и плотным слоем полуды.
Следует обратить внимание, что при лужении посуды необходимо употреблять по возможности чистое олово, не содержащее в себе вредных для здоровья примесей, таких как свинец, цинк и др. Вместе с тем, полуда, содержащая свинец, гораздо дешевле, её легко найти, и она более надёжно защищает поверхность металла от окисления. Поэтому в некоторых случаях, когда ядовитость примесей не имеет особого значения, некоторая прибавка свинца к олову вполне допустима.
В целом, при известном навыке, описанная технология позволяет добиться вполне приемлемого качества лужения и делает старую посуду пригодной к дальнейшему использованию.



Лужением называется процесс нанесения на поверхность металла слоя олова, который характеризуется хорошей коррозионной стойкостью к агрессивному воздействию различных сред. Луженая жесть широко используется в консервной промышленности.
Лужение жести осуществляют горячим или электролитическим способом.
Технология горячего лужения основана на погружении стального листа или рулонной полосы во флюс, а затем в ванну с расплавленным оловом.
В настоящее время более распространенна технология электролитического лужения жести, при котором наносится очень тонкий слой олова.
Электролитическое лужение оловом характеризуется высокой производительностью, и дешевле горячего лужения металла . Но при этом слой наносимого олова тоньше, и коррозионная стойкость получаемой белой жести ниже.
Процесс лужения жести осуществляется в следующей последовательности: размотка, сварка полос, обезжиривание, травление, покрытие, оплавление, пассивация и смотка.
Обезжиривание
Операция обезжиривания предназначена для удаления с поверхности жести жировых и механических загрязнений. Метод обезжиривания может быть катодный, анодный или бесконтактный анодно-катодный.
При обезжиривании анодно-катодным методом ток подают на электроды из нержавеющей стали. Полоса попеременно в одном проходе каждой ванны является анодом, в другом – катодом. Между проходами в ваннах установлены гуммированные стальные изолирующие перегородки.
При пропускании постоянного электрического тока через раствор обезжиривания на отрицательно заряженном участке полосы (катоде) выделяется водород, на положительно заряженном (аноде) – кислород.
Катод (-): H 2 O + 2ē ® H 2 + 2OH -
Анод (+): 2ОН - — 4ē ® О 2 + 2H +
Жировая пленка и загрязнения на поверхности полосы отрываются за счет выделения пузырьков газа. Вследствие того, что поверхностная энергия на границе раствор- газ больше чем на границе масло-раствор, каждый пузырек всасывается каплей масла. Пузырьки по мере роста отрываются с поверхности раствора вместе с маслом.
После обезжиривания проводится промывка металла водой для удаления с поверхности полосы остатков обезжиривающего раствора.
Травление (декапирование)
После обезжиривания проводят травление полосы черной жести для удаления окислов железа. осуществляется катодным, анодным или бесконтактным анодно-катодным способом. Ток подают на электроды, выполненные из свинца или свинцово-сурьмянистого сплава. При травлении анодно-катодным способом полоса в первой ванне заряжена положительно, во второй – отрицательно.
При пропускании постоянного электрического тока через раствор декапирования на отрицательно заряженном участке полосы выделяется водород и восстанавливаются окислы железа, на положительно заряженном – окисляется кислород воды и железо основы. Схема реакций:
Катод (-): 2H + + 2ē ® H 2 ,
FeO + 2H + + 2ē ® Fe + H 2 O,
Fe 2 O 3 + 2H + + 2ē ® 2FeO + H 2 O,
Fe 2 O 3 + 6H + + 6ē ® 2Fe + 3H 2 O
Анод (+): 2H 2 O — 4ē ® O 2 + 4H + ,
Fe 0 — 2ē ® Fe 2+
При катодном декапировании происходит отделение окислов железа от основы выделяющимся водородом и их частичное восстановление, при анодном – отрыв окислов железа пузырьками кислорода.
После операции травления проводится промывка металла водой для удаления с поверхности полосы остатков декапирующего раствора.
Лужение жести
Основная часть процесса на агрегатах электролитического лужения жести это нанесение оловянного покрытия. Электролитическое лужение стали выполняется путем осаждения олова на стальную полосу из электролита лужения под действием тока.
При пропускании постоянного электрического тока через раствор лужения на отрицательно заряженной полосе осаждается металлическое олово из раствора лужения, анодный процесс сводится к растворению оловянных анодов и переходу олова в раствор лужения. Схема реакций:
Катод (-): Sn 2+ + 2ē ® Sn 0
Анод (+): Sn 0 — 2ē ® Sn 2+
После лужения жести полоса промывается водой для удаления с поверхности остатков раствора лужения.
Флюсование
Для улучшения растекаемости олова при оплавлении оловянного покрытия проводится флюсование, то есть обработка полосы методом погружения в ванну с раствором флюсования. Из ванны флюсования полоса поступает в сушильную установку.
Маркировка
При производстве жести электролитического лужения с дифференцированным покрытием на верхнюю сторону полосы наносят непрерывные продольные линии раствором бихромата натрия роликами маркировочной машины
Оплавление
Для получения блестящего оловянного покрытия с высокими эксплуатационными свойствами жесть подвергают оплавлению. Для оплавления покрытия применяют индукционную установку или установку контактного оплавления.
Процесс оплавления состоит из стадий:
- нагрева полосы с оловянным покрытием до температуры выше 232 0 С (температура плавления олова);
- быстрого охлаждения (закалки) глянцевого оловянного покрытия в воде, что позволяет получить блестящую поверхность.
В ванне оплавления уменьшается пористость оловянного покрытия и увеличивается химическая стойкость жести.
Пассивация
Назначение операции пассивации белой жести это повышение коррозионной стойкости электролуженой жести, обеспечение адгезии к лаковому покрытию.
Пассивация осуществляется электрохимическим катодным или химическим способом в ваннах с раствором бихромата натрия.
При пропускании постоянного электрического тока через раствор пассивации на отрицательно заряженном участке полосы выделяется водород, восстанавливаются бихромат-ионы до трехвалентного и металлического хрома, на положительно заряженных свинцовых анодах пассивации – окисляется кислород воды с выделением газообразного кислорода. Схема реакций:
Катод (-): H 2 О + 2ē ® H 2 + 2ОН - ,
Cr 2 O 7 2- + 14H + + 6ē ® 2Cr 3+ + 7H 2 O,
Cr 2 O 7 2- + 14H + + 12ē ® 2Cr 0 + 7H 2 O
Анод (+): H 2 O — 4ē ® O 2 + 4H +
Для удаления с полосы остатков пассивирующего раствора проводят промывку водой.
После промывки полоса сушится горячим воздухом.
Электростатическое промасливание
Для предохранения поверхности оловянного покрытия от истирания при порезке, транспортировке и переработке проводят промасливание поверхности белой жести. Известны два способа промасливания: электростатический и нанесение масляной эмульсии. При нанесении масляной эмульсии полоса проходит через ванну с эмлуьсией, затем подвергается струйной обработке этой же эмульсией и проходит через отжимные полоки. Процесс электростатического промасливания осуществляют в электростатическом поле при наличии масляного тумана в ионизирующей кабине промасливания. В качестве промасливающего вещества применяют обычно диоктилсебацинат.
Выходной участок
Качество белой жести оценивают осмотром ее на инспекционных зеркалах. При достижении требуемого количества металла на моталке производится разрез полосы барабанными разделительными ножницами. С целью непрерывной работы агрегата смотка полосы в рулоны производится на двух моталках. На одной моталке полосу наматывают, на другой – снимают готовый рулон белой жести. Смотанный рулон сталкивают на разгрузочную тележку, взвешивают и укладывают в магазин уборочного устройства. И далее рулонная жесть упаковывается и отгружается потребителю, а для получения листовый продукции рулоны жести поступают на агрегаты резки.
Лужения металлов
К атегория:
Пайка
Лужения металлов
При разбавлении соляной кислоты водой следует придерживаться тех же правил, что и при разбавлении серной кислоты.
Для лужения и паяния применяют разбавленную в два раза водой травленую соляную кислоту. Травление соляной кислоты заключается в разведении в ней кусочков цинка, лучше до полного насыщения, т. е. до прекращения процесса дальнейшего растворения цинка. При намазывании мест спая и лужения травленой кислотой разведенный в ней цинк тонким слоем покрывает спаиваемую поверхность и улучшает соединения припоя с основным металлом.
Нашатырь (хлористый аммоний) при лужении употребляют в качестве флюса, т. е. вспомогательного вещества, очищающего поверхность металлических изделий от окислов и жиров.
Для лужения жестяных и стальных изделий с целью предохранения их от коррозии (ржавчины) применяют сплавы из олова и свинца или из олова, свинца и цинка (например 18 весовых частей олова и 82 части свинца; 71 весовая часть олова. 23 части свинца и 6 частей цинка; 45 весовых частей олова, 30 частей свинца и 25 частей цинка).
Для лужения художественных изделий применяется белая блестящая полуда из сплава, содержащего 90 весовых частей олова и 10 весовых частей висмута. Посуду для приготовления и хранения пищи лудят специальным припоем с высоким содержанием олова, точнее чистым оловом марок 01 или 02. Марка Ol содержит олова 99,9% и примесей не более 0,1%; марка 02- олова 99,5% и примесей не более 0,5%. Марка 01 применяется для лужения консервной жести, марка 02 - для лужения кухонной посуды и котлов для приготовления пиши.
Перед лужением производится подготовка поверхности, которая заключается в очистке ее от грязи, жиров и окислов, препятствующих хорошему соединению олова с облуживаемым металлом. Чем лучше.будет подготовлена поверхность под покрытие, тем ровнее и прочнее ляжет полуда. Подготовка производится механическим и химическим способами.
Механический способ состоит в том, что поверхность изделия очищают до получения чистого металлического блеска металлическими или щетинными щетками, шабером, наждачной бумагой (абразивной шкуркой).
Химическая подготовка заключается в травлении металла кислотами с целью придать ему чистый натуральный цвет. Поверхность изделий из стали, меди, латуни наиболее часто обрабатывают 20-30-процентным водным раствором серной кислоты в течение 20-30 мин. Медные и латунные изделия можно травить раствором, содержащим 10% серной кислоты, 5% калиевого хромпика и 85% воды. Травление производится в ваннах - стеклянных, металлических, эмалированных и др. Процесс травления таким раствором длится 1-2 мин.
По окончании травления тщательно промывают изделия в холодной воде, затем очищают их поверхности смоченным песком и промывают в горячей воде, нагретой до 70-80°.
Подготовленное изделие смазывают раствором хлористого цинка или травленой соляной кислотой и нагревают до температуры, при которой олово, вступив в соприкосновение с разогретым изделием, начнет плавиться и растекаться равномерно по всей покрываемой поверхности. Нагрев производится в горнах, лучше на древесном угле; можно вести нагрев и паяльными лампами.
Когда хлористый цинк на поверхности нагретого изделия закипит, на эту поверхность кладут полуду. Полуда плавится; в этот момент посыпают изделие порошкообразным нашатырем и тут же начинают растирать паклей расплавленное олово по поверхности, распределяя его равномерным слоем. Когда изделие остывает, его протирают смоченным песком, затем промывают водой и высушивают.
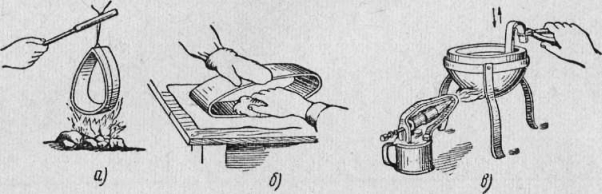
Рис. 1. Процесс лужения: а - нагрев деталей перед лужением, б - лужение растиранием, в - лужение погружением
Можно производить лужение, погрузив покрываемый предмет в расплавленную полуду. При этом способе подготовленное к лужению изделие сначала погружают в ванну с хлористым цинком, затем клещами вынимают его из ванны и, не давая хлористому цинку полностью стечь, погружают изделие в ванну с расплавленным оловом (рис. 1, в) и держат там столько времени, сколько нужно для того, чтобы оно хорошо прогрелось. После этого изделие извлекают из ванны и быстро встряхивают, чтобы удалить излишки олова. Когда изделие остынет, его погружают в воду для промывки и после этого сушат в древесных опилках.
Качество лужения зависит прежде всего от того, как очищена (протравлена) поверхность металла. Если из-за плохой очистки поверхности полуда в каком-либо месте не пристанет к металлу, это место необходимо зачистить напильником или шабером, снова нагреть и нанести олово либо натиранием, либо погружением.
Рассмотрим два примера лужения.
Лужение внутренней поверхности медного котла растиранием.
Эту работу надо производить следующим образом:
1) несильно нагреть котел так, чтобы его можно было держать рукой;
2) налить в котел раствор из 25 объемных частей соляной кислоты и 75 частей воды; с помощью волосяного помазка смочить раствором поверхность, подлежащую лужению; слить излишек кислоты в стеклянный сосуд;
3) обработать внутреннюю поверхность котла смоченным песком при помощи волосяной щетки;
4) промыть котел чистой водой и высушить; если на поверхности окажутся темные пятна, удалить их напильником или шабером;
5) смочить внутреннюю поверхность котла хлористым цинком, обсыпать ее порошкообразным нашатырем и на него положить кусочки олова;
6) нагреть котел равномерно над огнем до температуры плавления олова;
7) взять комок пакли, обмакнуть его в порошкообразный нашатырь и быстро протереть всю поверхность котла, равномерно распределяя приставшее к ней олово; если олово пристает плохо или совсем не пристает к поверхности котла, повторяют смазывание хлористым цинком, посыпают поверхность порошкообразным нашатырем, производят нагрев, наносят олово и растирают паклей;
8) облуженную поверхность протереть влажным песком, промыть чистой водой и высушить.
Лужение жестяного сосуда (снаружи и изнутри) погружением.
Данную работу следует производить так:
1) составить раствор для обезжиривания сосуда, для чего взять на каждый литр воды 100 г каустической соды;
2) нагреть обезжиривающий состав до 80-90°;
3) погрузить сосуд в обезжиривающую ванну и держать его там от 10 до 20 мин. в зависимости от степени загрязнения сосуда;
4) после обезжиривания сосуд хорошо промыть;
5) составить 5-7-процентный раствор соляной кислоты и нагреть его до температуры не более 40°;
6) погрузить сосуд в ванну и держать там от 25 до 55 мин., в зависимости от степени загрязнения сосуда;
7) после травления тщательно промыть сосуд в проточной воде;
8) приготовить флюс - 25-процентный раствор хлористого цинка;
9) погрузить сосуд в ванну с раствором хлористого цинка;
10) вынуть сосуд из ванны с хлористым цинком и медленно погрузить в ванну с расплавленным оловом; через 2-3 мин. вынуть сосуд из оловянной ванны и быстро встряхнуть, затем обтереть его паклей с порошкообразным нашатырем, чтобы получить ровный слой полуды; удалить излишки олова, промыть сосуд в проточной воде и высушить в древесных опилках.
..
ЛУЖЕНИЕ МЕТАЛЛА
Лужение производится двумя способами: горячим и электролитическим.
Горячее лужение выполняют растиранием и погружением. Электролитический
способ лужения осуществляется в специальных ваннах методом
электролитического осаждения на деталь тонкого слоя олова.
Для лужения пользуются оловом и сплавами на оловянной основе.
Слой олова, покрывающий поверхность металла, является хорошим защитником от коррозии. Поэтому основное условие лужения - покрытие металлической поверхности сплошным и непроницаемым слоем полуды.
Сплавами из олова со свинцом и цинком лудят металлические изделия, чтобы предохранить их от ржавчины. Такие сплавы дешевле чистого олова и надежно защищают металл от окисления.
При лужении пользуются следующими инструментами: шаберами, паяльной лампой, лудильными клещами, щетками, волосяными кистями. Шаберы различных форм и размеров служат для удаления с поверхности деталей окиси, налетов ржавчины. Паяльная лампа используется для нагревания деталей небольших размеров. Лудильные клещи применяют для поддерживания горячих изделий. Щетки для очистки поверхности изделий насаживаются на конец гибкого вала электрической сверлильной машинки. Волосяные кисти служат для смазывания изделий кислотами и очистки их поверхности.
Подготовка изделий - первая операция, с которой начинают лужение.
Чем лучше будет подготовлена поверхность к лужению, тем покрытие плотнее ляжет на поверхность изделия и крепче пристанет к ней.
Порядок и характер подготовки изделий зависят от требований, предъявляемых к ним, и от метода нанесения полуды.
Подготовку изделий к покрытию оловом можно выполнить обработкой щетками, шлифованием или обезжириванием с последующим травлением.
Обработку щетками обычно применяют для изделий, поверхность которых покрыта окалиной или сильно загрязнена. Изделие перед подготовкой промывают чистой водой, а для ускорения обработки используют мелкий песок, пемзу и известь.
Неровности, которые имеются на изделиях, можно удалить шлифованием с помощью абразивных кругов и шкурок.
Для химического обезжиривания поверхностей изделий применяют 5-10-процентный раствор едкого натрия, 10-15-процентный раствор углекислого натрия, 10-15-процентный раствор фосфорнокислого натрия. Растворы обычно подогревают до 50-80°.
После обезжиривания изделия тщательно промывают в чистой воде, сменяемой несколько раз. Признаком полного удаления жировых веществ с изделия служит мелкая смачиваемость его поверхности водой, которая не скатывается отдельными каплями, а растекается по поверхности изделия.
Жировые вещества можно также удалять с помощью венской извести. Минеральные масла удаляют бензином, керосином
и другими растворителями жиров. Однако применять бензин и керосин не рекомендуется, так как они огнеопасны и растворяют жиры неполностью.
Медные, латунные и стальные изделия травят в течение 20-30 мин. в 20-30-процентном водном растворе серной кислоты. Для ускорения травления стальных изделий кислотный состав подогревают.
После травления обработанные детали необходимо тщательно промыть в холодной воде, затем очистить их поверхность смоченным песком и промыть в горячей воде при температуре 80-100°.
Горячее лужение растиранием . Изделие, предварительно подготовленное и смазанное флюсом, нагревают настолько, чтобы наносимое на него олово плавилось и растекалось по поверхности, образуя предохранительное покрытие. Этим способом можно облуживать изделие с обеих сторон.
Флюсом служат хлористый цинк и нашатырь. Подготовленные поверхности изделия смазывают раствором хлористого цинка и нагревают паяльными лампами на переносных или стационарных горнах. Когда хлористый цинк на поверхности изделия закипит, вводят олово, которое, соприкасаясь с нагретой поверхностью, плавится. В этот момент изделие посыпают порошкообразным нашатырем. Затем жидкое олово растирают паклей, распределяя по поверхности равномерным слоем. Если из-за плохой зачистки олово в каком-либо месте не пристанет, это место снова зачищают напильником или шабером, снова подогревают, наносят олово и растирают паклей. Когда изделие остынет, его протирают смоченным песком, промывают водой, сушат.
Горячее лужение погружением . Подготовленные изделия погружают в лудильную ванну на определенный промежуток времени до получения на их поверхности тонкого слоя оловянистого покрытия.
Олово в лудильных ваннах рекомендуется нагревать до 270-300°, т. е. выше температуры его плавления. Перегретое в ванне олово очень быстро окисляется. Лужение при низких температурах (230-240°) невозможно. Продолжительность пребывания изделий в лудильных ваннах зависит от толщины материала изделия, его размеров и колеблется от 0,5 до 1 мин.
Лужение начинают с подготовки изделий; их предварительно обезжиривают и тщательно протравливают до получения металлически чистой, т. е. блестящей или матовой, поверхности. Подготовленное к лужению изделие помещают в лудильную жидкость. Затем его вынимают и, не давая хлористому цинку полностью стечь, погружают в оловянную ванну. В ванне расплавленное олово должно возвышаться над изделием не менее чем на 35-40 мм. Продолжительность пребывания изделия в ванне зависит от требуемой толщины слоя олова.
Извлеченное из ванны изделие энергично встряхивают, рас-
пределяя тем самым олово равномерным слоем и удаляя его излишки. Чтобы нейтрализовать остатки хлористого цинка, остывшее изделие погружают в воду или в слабый водный раствор соды. После этого его вытирают и сушат в чистых древесных опилках.
Если при лужении изделие не помещается в ванну, его погружают насколько возможно, а выступающую из ванны часть обливают оловом, черпая его ложкой. Эту операцию необходимо производить быстро, чтобы не остудить изделие. Если какая-либо часть поверхности изделия не принимает полуду, значит она загрязнена. Тогда нужно быстро очистить эту часть поверхности шабером или напильником и снова ее полудить.
Двойное горячее лужение погружением -наиболее надежный способ лужения, который состоит из двух приемов. Сначала изделие лудят погружением, т. е. после соответствующей подготовки погружают в расплавленное олово, затем промывают в горячем содовом растворе и тщательно высушивают. После этого изделие захватывают клещами и погружают в лудильную ванну с расплавленным оловом, поверх которого налито пальмовое масло или животный жир слоем 10-15 мм.
В лудильную ванну изделия загружают совершенно сухими. Лужение производят быстро, следя за тем, чтобы изделие нагревалось равномерно и чтобы олово имело нужную температуру. Применять какие-либо флюсы при повторном лужении не требуется. Облуженные таким способом изделия имеют блестящую глянцевую поверхность.
Остатки жировых веществ легко удаляют с изделия протиранием его сухими древесными опилками с небольшим добавлением гипса или мела.
Техника безопасности при лужении . При работе с серной и соляной кислотами необходимо строго соблюдать меры предосторожности.
Серная кислота на организм человека действует разрушающе, ее пары опасны. Кроме того, серная кислота огнеопасна, так как при соприкосновении с горючими веществами она их воспламеняет. Серную кислоту необходимо хранить в стеклянных бутылях с притертыми пробками. Бутыли надо оберегать от механических повреждений и держать отдельно от горючих веществ.
Соляная кислота действует на организм человека как разъедающее и раздражающее вещество. Ее также необходимо хранить в стеклянных бутылях с притертыми пробками. Бутыли, в которых хранят кислоты, надо держать в плетеных корзинах с прочными ручками; между стенками корзин и бутылями следует проложить достаточное количество соломы или сена.
При переливании кислоты из бутылей в рабочие сосуды необходимо пользоваться особыми приспособлениями (безопасными воронками, сифонами и т. п.), устраняющими возможность разливания или разбрызгивания ее. При разбавлении серной и соляной кислот водой надо вливать кислоту в воду, а не наоборот.
Работы по травлению материалов или изделий кислотами следует производить в отдельном хорошо вентилируемом помещении.
При двойном лужении погружением необходимо соблюдать меры
предосторожности. Так, например, пальмовое масло и жировые вещества при
соединении с водой сильно пенятся, поэтому вливать их в лудильную ванну
надо осторожно и постепенно, ожидая, пока часть их испарит воду.
..